В данной статье я хочу рассказать, про такой способ соединения полимерных материалов как сварка нагретым газом (НГ). Мы подробно рассмотрим этот способ сварки, познакомимся с его особенностями, областью применения, используемым оборудованием и преимуществами перед другими способами соединения полимеров. Мы также разберём ключевые этапы технологического процесса.
Описание процесса
Сварка нагретым газом, — это способ сварки полимерных материалов, качество сварного шва которого зависит от квалификации и опыта оператора. В процессе сварки нагретый газ, обычно воздух (для ответственных конструкций возможно применять аргон), используется для локального расплавления или размягчения как присадочного прутка (стержня), так и свариваемых деталей. К сварочному прутку прикладывается ручное давление, либо через сварочное сопло, либо вручную, и сочетание тепла и давления приводит к сплавлению сварочного прутка и основного материала. Возможно достижение прочности сварного шва до 90% от прочности основного материала. Сварщик в данном случае должен поддерживать постоянную скорость перемещения во время сварки, чтобы обеспечить равномерный нагрев. Крайне важно, чтобы сварочный пруток и свариваемые детали были изготовлены из одного и того же термопластика, а в идеале, должны быть одной и той же марки.
Перед сваркой поверхность соединяемых деталей следует очистить, чтобы удалить любые загрязнения в виде грязи, пыли или жира. Затем очищенные детали и сварочный пруток следует зачистить, чтобы удалить оксидный слой и обеспечить получение сварного шва без примесей.
Нагретый газ образуется с помощью газовой горелки (пистолета, фена и т.д.). Температура газового потока обычно регулируется с помощью реостата на рукоятке пистолета, хотя некоторые современные газовые горелки точно регулируют температуру, обеспечивая постоянство температуры выходящего газа. Сварочная температура (т. е. температура воздуха, выходящего из горелки) должна быть установлена в соответствии с типом свариваемого материала. Использование температур, выходящих за пределы рекомендуемого диапазона, приведет к тому, что соединение будет более подвержено разрушению при воздействии агрессивной среды (химических веществ), термических циклов, растворителей или механических напряжений. Поэтому рекомендуется использовать устройство для калибровки температуры, чтобы гарантировать использование правильной температуры газа. Объем газа, проходящего через сварочную горелку, обычно составляет около 60 литров в минуту.
Все сварочные работы в мастерской следует проводить на деревянной поверхности, чтобы предотвратить чрезмерные потери тепла из соединения, ДСП и МДФ идеально подходят. Следует избегать металлических столов и подкладок, так как они действуют как теплоотвод. Все свариваемые детали должны быть надежно зафиксированы зажимами, чтобы предотвратить их смещение во время сварки и охлаждения. Это позволяет деталям снять напряжение без деформации.
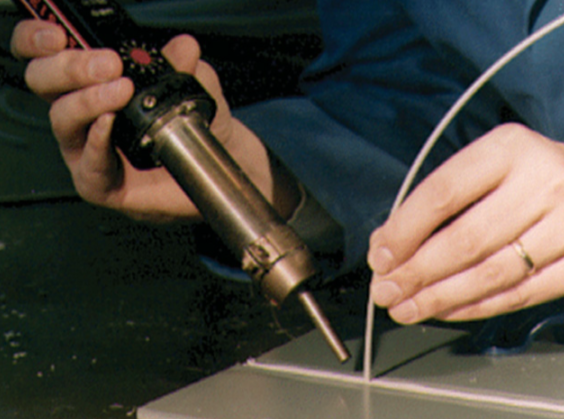
Процесс сварки нагретым газом может выполняться двумя методами: ручной сваркой (также называемой маятниковой сваркой, веерной сваркой, медленной ручной сваркой или сваркой без использования сварочного аппарата), как показано на рисунке ниже
или скоростной сваркой, как показано на рисунке ниже:
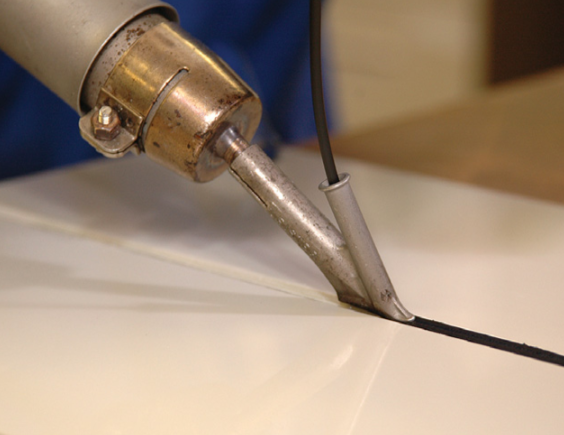
Для получения прочных сварных швов при сварке нагретым газом очень важны положение и захват руки оператора на сварочной горелке. При скоростной сварке рука должна располагаться под рукояткой и тянуться вниз по мере продвижения сварки (смотреть на рисунке ниже).
Это позволит контролировать положение сварочной горелки относительно линии соединения. При многократной практике баланс скорости и давления между сварочным прутком и сварочной горелкой должен обеспечить получение качественного сварного шва. Для более толстых соединений, где требуется более одного слоя, важно дать каждому проходу остыть. Это предотвращает перегрев полимера и снижает напряжения в материале. Края сварочного прутка и поверхность подготовки сварного шва, подверженная термическому воздействию, следует зачистить перед выполнением каждого последующего прохода, как показано на рисунке ниже:
При ручной сварке присадочный пруток подается в шов без использования сварочного сопла, давление прикладывается непосредственно к сварочному прутку сварщиком. Эта техника идеально подходит для сварки небольших, сложных компонентов, поскольку позволяет перемещаться по шву там, где быстросъемное сварочное сопло не поместится. Сопло сварочной горелки быстро перемещается вверх и вниз по сварочному прутку и вдоль линии шва, нагревая как поверхность шва, так и сварочный пруток по мере продвижения. При сварке этим методом важно поддерживать постоянное давление на сварочный пруток и постоянную скорость перемещения вдоль шва. Поскольку давление при сварке прикладывается вручную, пальцы могут испытывать дискомфорт, что потенциально может снизить качество выполнения шва. Для решения этой проблемы рекомендуется делать короткие перерывы для отдыха. Как и при скоростной сварке, охлаждение и очистка между каждым сварочным циклом необходимы.
При ручной сварке угол наклона сварочного стержня относительно шва также важен. При сварке ПВХ сварочный стержень должен быть расположен под углом 90° к поверхности листа, при этом у основания сварного шва может наблюдаться «волнообразное» движение. Если стержень слишком сильно изогнут назад, на поверхности сварочного стержня могут возникнуть напряжения, и если в шве будут выполнены последующие проходы, сварной шов может снять напряжение и треснуть, вызывая нежелательные зазоры в шве. Если стержень изогнут вперед, сварочное давление будет трудно поддерживать, что может привести к слабому сварному шву. При сварке полипропилена сварочный стержень необходимо изогнуть назад, чтобы обеспечить движение сварки вперед. Эффект «волнообразного» движения также должен быть виден, поскольку это показывает, что сварной шов достаточно проник в основной материал.
Преимущества и недостатки
Сварка нагретым газом может использоваться для сварки практически любых форм и размеров компонентов, а оборудование имеет вероятно, самую низкую стоимость среди всех способов сварки пластмасс. По сути это строительный фен. Газовые горелки очень легкие и удобны в использовании в неудобных положениях, и идеально подходят для ремонта на месте, где компонент слишком велик для транспортировки в мастерскую. Однако скорость сварки относительно низкая по сравнению с другими методами сварки пластмасс, а качество сварного шва зависит от квалификации сварщика.
Применение
Поскольку сварка нагретым газом — это ручной процесс, она не подходит для соединения деталей в массовом производстве. Однако она идеально подходит для изготовления различных изделий на заказ, поскольку может быть адаптирована для сварки деталей с любой геометрией соединения. Примерами таких изделий являются ёмкости для хранения химикатов, воздуховоды, системы вытяжки дымовых газов и мокрые лабораторные столы для полупроводниковой промышленности. Эти изделия трудно изготовить с использованием любой другой технологии сварки. Сварка нагретым газом используется для сварки термопластичных мембран для кровли, облицовки химических емкостей, а также может использоваться для ремонта автомобильных деталей, таких как бамперы и резервуары для жидкостей.
Материалы
Наиболее распространенными термопластами, соединяемыми сваркой нагретым газом, являются ПП, ПЭ, ПВХ и фторполимеры (ПВДФ, ФЭП, ПФА). В большинстве случаев выбор материала осуществляется на основе его химической стойкости, максимальной рабочей температуры и давления, а также расчетного срока службы готового изделия. Другие материалы, свариваемые методом сварки нагретым газом, включают АБС, поликарбонат, акрил и полиамид. Кроме того, сварка нагретым газом используется для ремонта автомобильных бамперов, изготовленных из поликарбоната/полиэстера, ПБТ и т.д..
Оборудование
Оборудование для сварки нагретым газом состоит из источника газа, рукоятки, нагревательного элемента и сварочного сопла.
Для сварки нагретым газом, допустим, если мы используем воздух, то он может быть сжат или нагнетаться. Обычно используется воздуходувка, поскольку она может обеспечивать высокий поток воздуха, который обычно чистый и без влаги. Если используется компрессор, крайне важно, чтобы воздух был осушен и отфильтрован перед тем, как попасть в сварочную горелку, чтобы предотвратить попадание любых потенциальных загрязнений в шов.
Воздуходувка может быть либо неотъемлемой частью горелки для сварки нагретым газом (смотреть на рисунке ниже), либо отдельным блоком на шланге.
В цеховых условиях, где требуется более одной горелки и работа в основном выполняется на верстаке, можно использовать одну большую воздуходувку для одновременной подачи воздуха в несколько сварочных пистолетов. В этом случае важно убедиться, что воздуходувка способна обеспечить работу всех горелок, нуждающихся в подаче воздуха, без снижения воздушного потока.
Для сварки этиленхлортрифторэтилена (фторированный полимер) некоторые поставщики рекомендуют использовать азот в качестве газовой среды. Это в основном связано с соображениями охраны здоровья и безопасности, поскольку пары, образующиеся при сварке на воздухе, могут привести к негативным последствиям для здоровья человека. В качестве дополнительной меры предосторожности рекомендуется использовать местную вытяжку или чтобы сварщик носил полнолицевую маску с отдельной подачей воздуха.
Нагревательный элемент представляет собой электрическую катушку, намотанную вокруг керамического сердечника и расположенную внутри корпуса сварочной горелки. Температура газа обычно устанавливается с помощью регулятора на рукоятке горелки и контролируется диодом, хотя в некотором оборудовании температура устанавливается с помощью цифрового дисплея на рукоятке горелки и контролируется с помощью микропроцессора управления температурой.
Сварочные сопла
Сварочные сопла взаимозаменяемы и устанавливаются в передней части сварочного пистолета. Существует три основных типа сварочных сопел: ручные, скоростные и прихваточные.
В большинстве случаев прихваточное сопло используется для скрепления деталей до и во время сварки. При перемещении прихваточного сопла вдоль шва поток горячего газа выходит из пятки сопла, нагревая и размягчая свариваемые детали. Затем носок прихваточного сопла формирует из расплавленного материала локализованный сварной шов. Этот прихваточный шов имеет низкую прочность и не должен использоваться в качестве единственного способа сварки деталей.
Ручное сварочное сопло используется для сварочных работ, где обычное скоростное сварочное сопло не может быть использовано. Диаметр торца сопла обычно составляет 5 мм, однако длина может варьироваться в зависимости от области применения. Во время сварки сопло удерживается на расстоянии от 5 до 10 мм от корня сварного шва и перемещается маятниковым движением вверх по стержню и вдоль линии соединения.
Сопло для скоростной сварки имеет отдельный цилиндр, прикрепленный к передней части сопла, через который подается сварочный стержень. Также имеется небольшой выступ в передней части сопла, который помогает направлять сварочный стержень в линию соединения и создает необходимое давление для вдавливания стержня в соединение. Горячий газ для предварительного нагрева основного материала подается в соединение через щель под основным корпусом сопла. Диаметр и профиль подающей трубки зависят от формы и диаметра сварочного стержня. Сопла для скоростной сварки доступны для круглых сварочных прутков диаметром 3, 4 и 5 мм, а также для треугольных сварочных прутков диаметром 5,6 и 7,4 мм.
Конструкция соединения
При выполнении стыковых сварных соединений из материалов толщиной менее 6 мм кромки листа следует подготавливать в виде V-образной разделки под углом от 60 до 80°.
Для изделий, где толщина листа превышает 6 мм, рекомендуется подготовка соединения с Х-образной разделкой кромок.
В обоих случаях количество слоев и проходов должно быть достаточным для заполнения подготовленного соединения. При необходимости сварной шов можно зачистить до гладкой поверхности, не оставляя вмятин или борозд на поверхности детали. Это важно для пищевой или лабораторной промышленности, где требуется поверхность, свободная от загрязнений.
На рисунках ниже показаны примеры различных конфигураций тавровых соединений. Толщина листа и конкретные требования заказчика обычно определяют, какое соединение будет выбрано.
На рисунке ниже показана типичная конструкция углового соединения.
Параметры сварки
Существует четыре основных параметра для сварки нагретым газом: температура, давление, скорость и положение горелки. Сварщику крайне важно обладать необходимыми знаниями для эффективного применения и контроля каждого параметра сварки. Несоблюдение этих требований может привести к изготовлению слабого сварного шва.
Температура сварки является наиболее важным параметром сварки, хотя температура на поверхности соединения зависит не только от температуры газа, выходящего из сварочной горелки, но и от скорости сварки и положения сварочного пистолета относительно шва.
Оптимальная температура газа будет зависеть от свариваемого материала, а рекомендуемый диапазон температур сварки следует получить у производителя материала. Но примерную таблицу с температурными режимами я скину ниже:
Перед сваркой температуру следует измерить с помощью калибровочного инструмента для измерения температуры на расстоянии 5 мм от сопла, в центре воздушного потока.
Важно дать температуре газового потока стабилизироваться после установки температуры нагретого газа. Обычно это занимает около десяти минут, хотя на оборудовании с микропроцессорным управлением стабилизация температуры происходит быстрее. По завершении сварки установленную температуру следует снизить до нуля, оставив подачу газа включенной. Это позволит нагревательному элементу остыть естественным образом, предотвращая повреждение горелки и продлевая срок службы нагревательного элемента.
Давление сварки — один из параметров процесса сварки, который может быть трудно контролировать, поскольку давление сварки всегда прикладывается вручную. Многократная практика сварки нагретым газом на столе с датчиком давления — один из методов обеспечения постоянного давления сварки. При скоростной сварке плавление происходит путем приложения давления к сварочному стержню вручную и одновременного приложения давления к носку сопла. Это делается путем натяжения рукоятки сварочного пистолета. При ручной сварке к сварочному прутку прикладывается только ручное давление.
Скорость сварки частично зависит от температуры горелки, типа свариваемого материала и диаметра сварочного прутка. Скорость должна быть достаточной для размягчения поверхности подготовленного шва и сварочного прутка. При использовании правильной скорости перемещения по краю сварного шва должен появиться валик. В случае ПВХ должна быть видна глянцевая, гладкая текстура поверхности, а в случае ПП и ПЭ – слегка плоская поверхность сварочного шва и отчетливая гладкая текстура. Вдоль сварного шва не должно быть заметно обугливания или изменения цвета, и сварочный пруток не должен растягиваться во время сварки.
Угол наклона сварочной горелки относительно шва также является очень важным параметром сварки, поскольку равномерный предварительный нагрев обеспечит достаточное размягчение основного материала, гарантируя полное проплавление сварного шва. При многопроходной сварке угол наклона горелки будет меняться в зависимости от выполняемого сварочного шва. Тип конфигурации шва также повлияет на угол наклона сварочной горелки.
Варианты сварки нагретым газом
Ручная сварка внахлест
Сварка нагретым газом также используется для соединения мембранных материалов, таких как ПЭ, ПП и ПВХ, без использования присадочного прутка. Принцип этой техники заключается в том, что нагретый воздух подается между двумя соединяемыми листами с помощью плоского (рыбьего хвоста) сопла, которое впоследствии расплавляет две поверхности. Сопло перемещается между листами с постоянной скоростью, а давление прикладывается непосредственно за соплом с помощью ручного валика или другого тупого инструмента, который не повредит и не проколет облицовку.
Сочетание горячего воздуха и приложенного давления приводит к сварке двух облицовок. Две соединяемые поверхности следует очистить, чтобы удалить любые загрязнения, такие как грязь или пыль, перед сваркой. Температура сварки и скорость сварки будут варьироваться в зависимости от типа и толщины мембраны, а также от условий окружающей среды. Если температура слишком высока или скорость сварки слишком низка, это приведет к чрезмерному образованию расплава и/или деформации поверхности.
Автоматическая сварка горячим газом
Также доступны автоматические аппараты для сварки нагретым газом, предназначенные для сварки мембран внахлест.
Прижимные и приводные ролики, обычно с насечкой, оказывают давление на шов и перемещают аппарат вдоль него по мере сварки. Приводной двигатель, использующий цепную передачу, аналогичную сварке нагретым инструментом с использованием горячего клина, приводит в движение ролики. Когда нагретый газ подается между мембранами через сопло, выходящий газ предварительно нагревает герметизируемый материал, а мелкие частицы (камни, песок, пыль и т. д.) сдуваются с поверхности. Горячий газ выходит из наконечника сопла, вызывая плавление и текучесть термопластичного листового материала. По мере подачи нового материала через прижимной и приводной ролики расплавленный шов охлаждается и затвердевает.
Существует два основных типа воздушных сопел: одно для создания однорядного шва, а другое для создания двухрядного. Если требуется двухрядный шов, сопло разделяется на выходном конце на два отдельных канала для воздушного потока.
Регуляторы температуры на станке следует устанавливать в соответствии с типом свариваемой мембраны, температурой окружающей среды и скоростью сварки. Обычно скорость сварки составляет 4 м/минуту. Автоматическая сварка горячим газом обеспечивает стабильный, воспроизводимый и высококачественный сварной шов.
Спасибо за внимание, подписывайтесь на мой Дзен-канал, ставьте лайки и оставляйте комментарии. До новых встреч! 🔥✨