
Обсуждаем, сколько осей должно быть в волоконном лазерном станке для резки фасок.
Зачем нужны фаски в металлообработке?
Фаска — скошенная кромка на торце детали — выполняет ряд важных функций в промышленном производстве. Её формирование не является произвольной операцией, а регламентируется технической документацией и стандартами (ГОСТ, ISO)
Формирование кромки решает целый ряд технологических задач:
- Подготовка к сварке. Создание V-, X- или U-образной кромки обеспечивает правильную проварку шва по всей толщине материала, повышает его прочность и ударную вязкость, минимизирует внутренние напряжения. От геометрии напрямую зависит качество сварного соединения.
- Снижение концентрации напряжений. Острая, необработанная кромка является местом концентрации механических напряжений, что может служить очагом развития усталостных трещин под динамической нагрузкой. Снятие фаски повышает долговечность конструкции.
- Улучшение эргономики и безопасности. Фаска облегчает соосную установку деталей (например, при запрессовке валов в подшипники), устраняя задиры и перекосы. Кроме того, при снятии фаски удаляются острые, травмоопасные кромки (заусенцы), а изделие становится безопасным для дальнейшего монтажа и эксплуатации.
- Улучшение эстетики и защитных покрытий. Скошенная кромка часто является требованием промышленного дизайна. Она обеспечивает лучшее нанесение и адгезию лакокрасочных и гальванических покрытий.
Иногда фаской называют рез под углом, но по ГОСТу фаской называется срезанный угол:
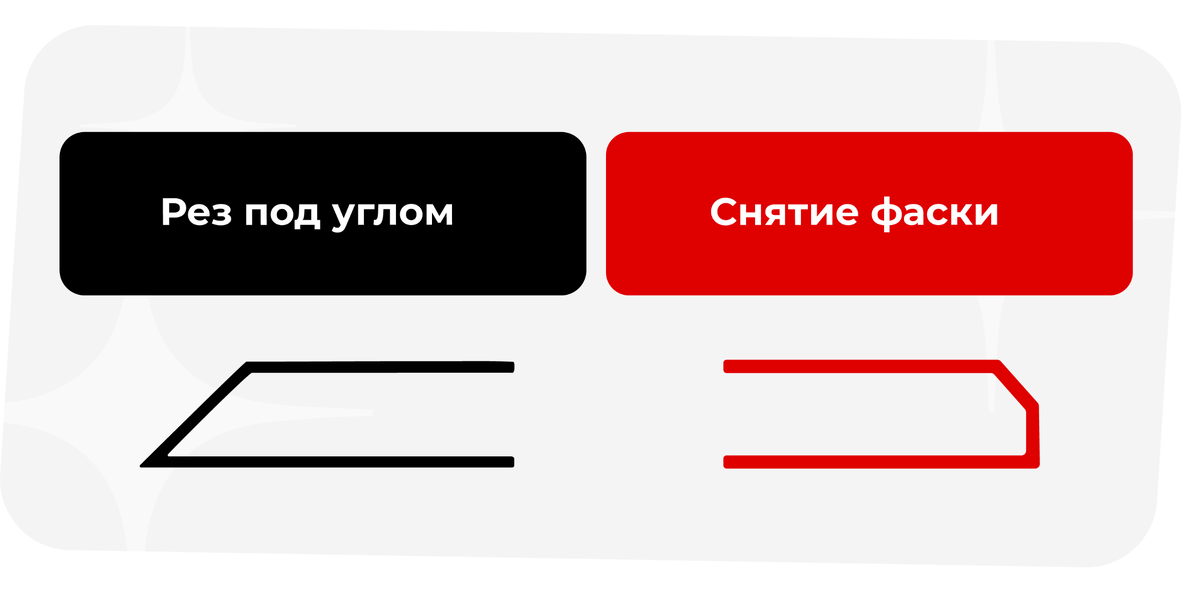
Лазерные станки могут выполнять обе операции.
Когда традиционные методы резки фаски не подходят?
Классические способы выполнения фаски имеют существенные недостатки:
при механической обработке фрезером это износ обрабатывающих инструментов, низкая скорость и ограниченный доступ к сложным контурам.
при газоплазменной резке — широкая зона термического влияния (ЗТВ), возникающий грат, низкая точность и воспроизводимость контура, большой угол конусности реза.
Лазерная резка с функцией снятия фаски устраняет эти проблемы: это высокоточный бесконтактный процесс. Ключевые преимущества лазерной резки фаски:
- Высокая точность и повторяемость. Погрешность позиционирования луча — в пределах ±0.05 мм, что позволяет формировать фаску с заданными углом и глубиной по всему сложному контуру.
- Минимальная ЗТВ и деформация. Локальный, сфокусированный нагрев предотвращает изменение геометрии заготовки и сохраняет структуру материала.
- Чистота кромки и готовность к сварке. Отсутствие грата, малая шероховатость поверхности реза.
Классификация лазерных станков для фасочных операций
Способность к выполнению фаски определяется конструкцией системы управления лучом и координатной сложностью кинематики станка.
По отношению к обработке фасок волоконные лазерные компелексы можно разделить на четыре основных класса:
1. Станки 2D-резки (2-3 оси)
Раскрой плоских листов в одной плоскости (X, Y). Ось Z — для фокусировки.
Типичное применение: контурная резка плоских деталей.
Непосредственное снятие фаски невозможно. Может имитировать простую фаску резкой детали под углом или за два прохода со смещением, что неэффективно и некачественно.
2. Станки с коническим раскроем (3+ оси)
Имеют дополнительную управляемую ось наклона режущей головы (обычно ось A или B).
Типичное применение: подготовка кромок толстых листов под сварку, снятие фасок на деталях из плоского листа.
Формирование односторонней фаски на плоском листе. Угол регулируется наклоном головы. Невозможно сделать двустороннюю фаску за один проход или работать с пространственными кривыми.
3. 5-осевые лазерные станки (X, Y, Z, A, C)
Полноценная пространственная кинематика. Лазерная голова наклоняется и вращается, сохраняя перпендикулярность и фокусное расстояние до сложной поверхности.
Типичное применение: Аэрокосмическая отрасль, судостроение, производство сложных металлоконструкций, штампов и оснастки.
Полный спектр фасочных операций: односторонние и двусторонние фаски на криволинейных и предварительно гнутых заготовках, пространственная фаска по 3D-контуру.
4. Роботизированные комплексы (6+ осей)
Лазерная голова монтируется на манипулятор промышленного робота. Высокая подвижность, больший рабочий объём, но обычно ниже точность и жесткость, чем у портальных станков.
Типичное применение: Производство тяжелого машиностроения, металлоконструкций, трубных узлов.
Обработка фасок на крупногабаритных и объемных изделиях сложной формы (например, сварные узлы, трубопроводы).
Критерии выбора оборудования
Выбор лазерного станка для фаски определяется техническим заданием:
2D-фаска на плоском листе — достаточно 3-осевого станка с функцией конического раскроя
3D-фаска на объёмной детали — необходим 5-осевой портальный станок
крупногабаритные детали — подойдут роботизированные комплексы со специализированной лазерной головой.
Выбор станка зависит от конкретных производственных задач, а не просто «чем больше осей, тем лучше».
Вместо заключения
Лазерная резка фаски — не экзотическая операция, а стандартный, экономически оправданный процесс, обеспечивающий высочайшее качество подготовки металла для ответственных применений.
Технологический тренд заключается в интеграции лазерной резки фаски в единый цикл с раскроем, сваркой и контролем. Современные CAD/CAM-системы автоматически генерируют управляющие программы для фаски на основе 3D-модели конечного изделия, что является основой для цифровых безбумажных производств.
Лазерные технологии в ЛАССАРД
Если вы хотите увидеть лазерные технологии в действии, то приезжайте к нам в шоурум! Мы покажем, как лазерные технологии работают на практике в станках для резки, сварки, маркировки, очистки и упрочнения, а также в гибридном станке 4 в 1.
Наши контакты:
📱 Сайт
📱 Интернет-магазин оптико-механических изделий и оптических столов
👥 ВК
📺 RUTUBE
🏭 Наше производство и шоурум: ОЭЗ «Технополис Москва», 109316, Россия, Москва, Волгоградский проспект, д. 42, корп. 5, пом. 1Н
📞 Наш телефон: +7 495 120 68 86
✉️ Наша почта: sales@lassard.ru