За годы печати я понял одну простую вещь:
90% проблем с качеством 3D-печати начинаются с неправильной температуры.
Слишком холодно — слои не склеиваются.
Слишком горячо — пластик течёт, появляются сопли и наплывы.
В этой статье делюсь лучшими температурами для PLA, PETG и ABS, которые реально работают в обычных условиях, а не только в теории.
Почему температура так важна в 3D-печати
Температура влияет на всё:
- адгезию слоёв;
- прочность деталей;
- внешний вид поверхности;
- стабильность подачи филамента;
- количество дефектов (стрингинг, сопли, пропуски).
Даже идеальный принтер будет печатать плохо, если температура подобрана неверно.
Лучшие температуры для PLA
PLA — самый популярный пластик, но и он любит правильные настройки.
Температуры для PLA, которые я использую:
- 🔥 сопло: 200–215 °C
- 🧊 стол: 50–60 °C
- первый слой: +5 °C к соплу
- обдув: 100% после 2–3 слоя
Когда менять температуру PLA
- слои плохо склеиваются → поднимите температуру на 5 °C
- много соплей → снизьте температуру на 5 °C
- матовая поверхность → температура слишком низкая
👉 PLA очень чувствителен к охлаждению, поэтому хороший обдув — половина успеха.
Лучшие температуры для PETG
С PETG у многих начинаются сложности. Он тянется, липнет и не прощает ошибок.
Рабочие температуры для PETG:
- 🔥 сопло: 230–245 °C
- 🧊 стол: 70–85 °C
- первый слой: +5–10 °C
- обдув: 0–40%
Мой личный совет по PETG
- не включайте сильный обдув;
- не печатайте слишком горячо — будет «сопливить»;
- обязательно сушите филамент.
👉 PETG почти всегда печатается чуть холоднее, чем рекомендует производитель.
Лучшие температуры для ABS
ABS — капризный, но очень прочный материал.
Оптимальные температуры для ABS:
- 🔥 сопло: 240–260 °C
- 🧊 стол: 90–110 °C
- первый слой: +10 °C
- обдув: 0%
⚠️ Важно: ABS почти всегда требует закрытую камеру или хотя бы отсутствие сквозняков.
Почему «идеальной температуры» не существует
Даже два мотка одного PLA могут печататься по-разному. Влияют:
- бренд и партия пластика
- реальная температура хотэнда
- тип сопла (латунь, сталь)
- скорость печати
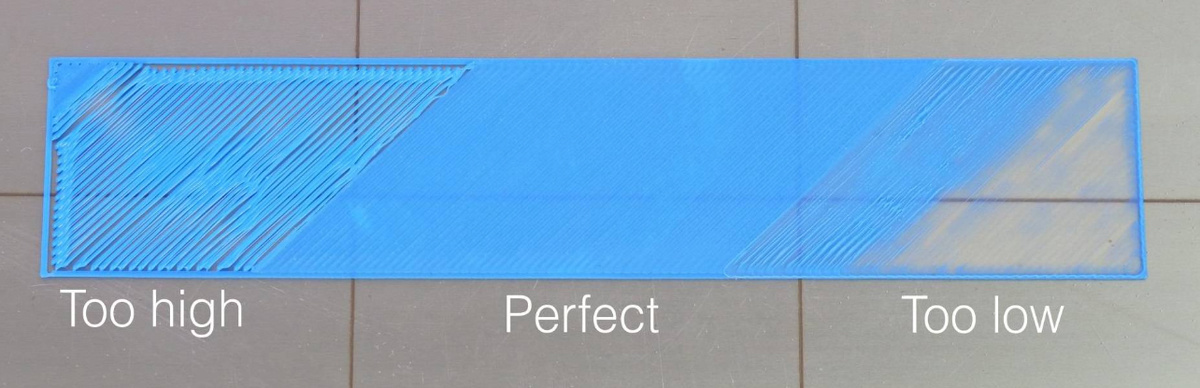
👉 Лучший способ — температурная башня, но начинать всё равно нужно с правильной базы.
Итог
Если коротко:
- PLA — не перегревай
- PETG — меньше обдува и терпения
- ABS — только в тепле
Эти температуры — не теория, а практика, проверенная на сотнях печатей. Начни с них — и настройка принтера станет в разы проще.
Если хочешь, в следующей статье могу разобрать:
- как температура влияет на прочность
- ошибки новичков
- настройки под конкретные принтеры