…иногда без них не обойтись, иногда можно подобрать
сопоставимое решение на менее требовательной компонентной базе. Но если
Вы решили их использовать – это серьезный шаг. Не менее серьезный, чем
получение высшего образования после школы – в сравнении с обычным
поверхностным монтажом это, фактически, переход к новому
технологическому укладу. В ряде случаев имеется совместимость со
стандартным оборудованием, где-то же проще старую линии дополнить
специализированным монтажным участком.Здесь не будет истории принятия стандартов, только краткий обзор и несколько технологических рекомендаций.
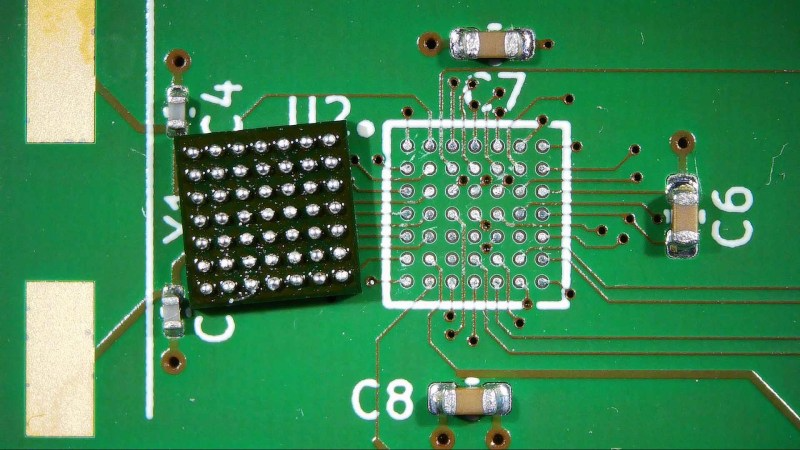
Эволюция живых организмов, в общем, идет по пути сокращения числа конечностей. В мире же электроники все наоборот – даже далекий от темы человек с первой попытки разложит по возрасту выводной резистор, SOIC-логику и BGA-процессор.
Визуально, а значит, и конструкционно, BGA отличается от микросхем с расположением выводов по периметру тем, что они расположены ± по всей его нижней поверхности (BGA – Grid Array) и имеют форму шариков (BGA - Ball). Переход к матричной компоновке связан с необходимостью уместить на ИС все необходимое количество выводов, при том, что с одной стороны,
технологический предел плотности выводов на корпусах типа QFP исчерпан
физической прочностью их материала, не беря в расчет такую экзотику, как
применение луженых неметаллических выводов. С другой стороны – высокая
плотность расположения линейных субмиллиметровых контактов создавала все
растущие требования к точности позиционирования и подбору паяльных
материалов при трафаретном нанесении припоев, пока цена и срок хранения
специализированных паяльных паст, вкупе с дороговизной и высоким браком
техпроцесса не сделали дальнейшую миниатюризацию абсурдным извращением.
Все перечисленное и привело к появлению и широкому распространению корпусов PGA, далее мутировавших в BGA, FBGA, FLGA, PBGA, Extremely Thin и
прочие Fuck My Mind.
Почему шарики? Потому что поверхностное натяжение превращает в шар любую жидкость, в том числе расплавленный припой при нанесении его на контакт микросхемы. Среди прочих преимуществ принято называть и выравнивание компонента тем же поверхностным натяжением при оплавлении, хотя это характерный для SMD-монтажа процесс в принципе, любители ASMR-soldering видео на Ютубе не дадут соврать.
Другим преимуществом считается улучшенный теплоотвод, поскольку шары, по сути, являются достаточно массивными радиаторами, максимально плотно
контактирующими с матрицей дорожек под ними. И наконец – возможность
подвести контакт напрямую к кристаллу радикально повышает степень
оптимизации схемы – сокращая линейные ее размеры, снижая наводки и
паразитные реактивности.
Недостатки:
Те же конструкционные особенности, что восхищают разработчиков, столь же восхитительным образом отравляют жизнь технологам.
- Разводка плат. Как говорил мой любимый персонаж «Теории большого взрыва»: "Когда же у нас будет соитие?!?" А вот оно:
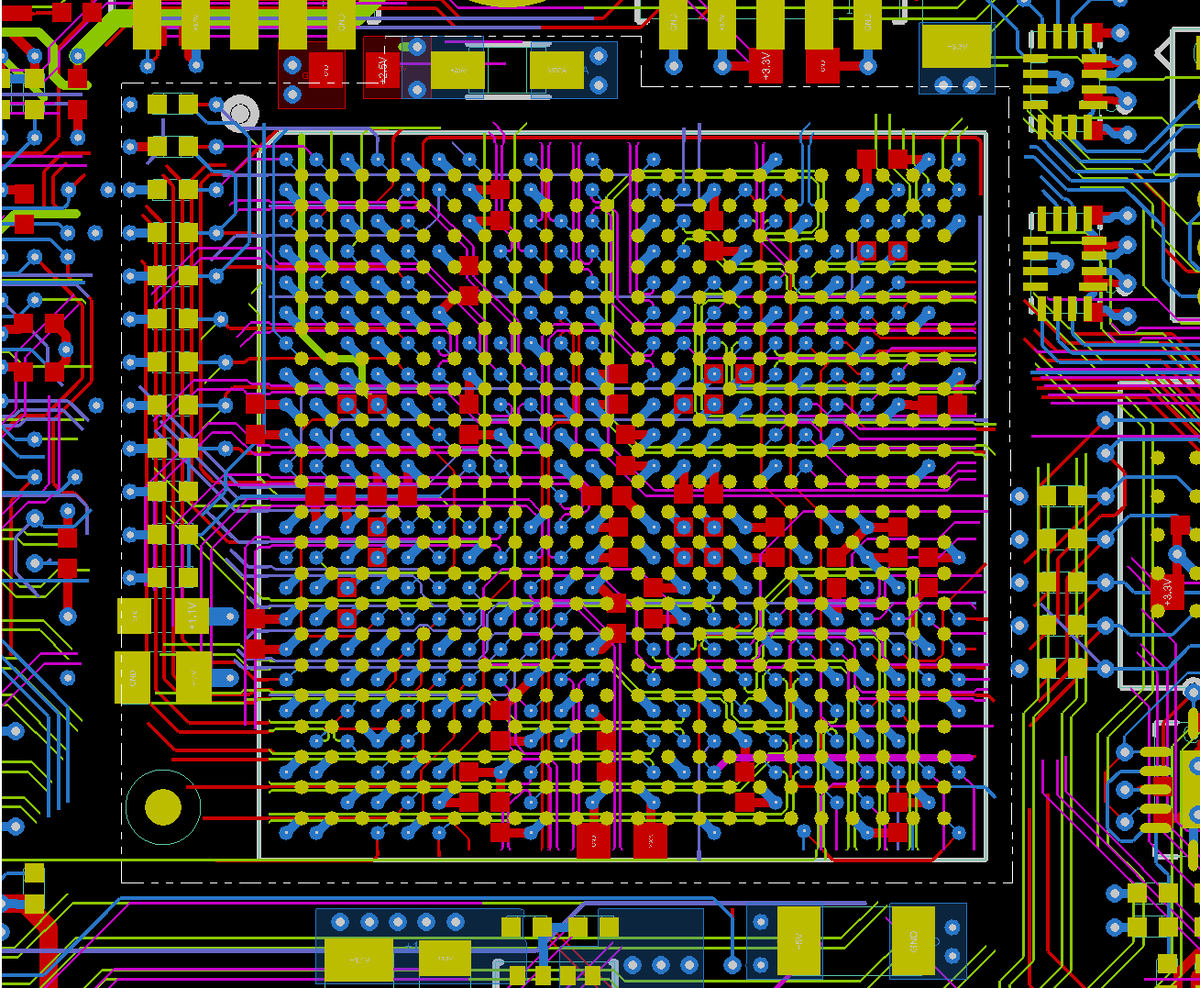
Если Вы решите, что у корпуса, например, FCBGA1849, 1849 – год изобретения
сгущенки, то изрядно ошибетесь, ибо имеется ввиду число выводов. Чтобы
развести их все, понадобится 10-15 слоев платы и немалое терпение.
Большее число и шариков, и слоев уже не является чем-то фантастическим.
- Комплектация. К печатной плате предъявляются повышенные требования: шариковые контакты, в отличие от традиционных выводов, не обеспечивают компенсацию температурного расширения, следовательно, плата должна быть не менее жесткой – это, естественным образом, обеспечивается многослойностью платы. А вот равномерная плоскостность, чтобы ни один шарик не повис в воздухе – задача нетривиальная, поскольку в плату, особенно участок под чипом, вносятся неоднородности, в том числе, за счет межслойных перемычек. Неочевидно, но на качество поверхности влияет и тип покрытия контактных площадок – предпочтительны, в порядке убывания, ImmSn, ImmAg, ENIG, в сочетании с OSP.
- Хранение. Говорим BGA – подразумеваем шкаф сухого хранения. Из-за пребывания выводов в зоне затенения, которая, к тому же, не отличается хорошей конвекцией, приходится увеличивать время нахождения в стадии предварительного нагрева. Особенности диссоциации влаги из пористых материалов таковы, что это увеличивает вероятность взрывного парообразования.
Соответственно – хранение строго по спецификации производителя, после
распаковки – только в шкафу. - Пайка.
Лютый цирк доставляет дерево алгоритмов, возникающее в связи с тем, что
существует несколько вариантов припоя шаров: классический
оловянно-свинцовый, тугоплавкий бессвинцовый, извратный малосвинцовый Sn90 (на керамических корпусах). Каждый из них
вы можете попробовать паять как с пастой, так и без. Рискуя снова
нахватать в панамку, замечу, что по слегка идеалистическому ГОСТ
28235-89, все они должны смачиваться и паяться православным ПОС-61,
однако, по уверениям специалистов, наиболее подходящим является припой с 2% серебра.
Встречается рекомендация, держащая на себе
целую индустрию, по обязательному реболлингу BGA с бессвинцовыми
выводами на шары с ПОС. Категорически не рекомендую, ввиду повышенного
риска брака из-за увеличения количества циклов нагрева, а также потому,
что происходит оный реболлинг, по причине дороговизны оборудования,
ручным способом.
Касаемо оборудования, специалисты отрасли
сходятся, что наилучшим выбором будет конденсационная пайка – из-за
равномерного нагрева, и отсутствия локальных эффектов. При отсутствии
таковой, может применяться традиционная конвейерная печь числом зон не
менее 10, из которых не менее 2 зон охлаждения. Нагрев и поток в каждой
зоне должны регулироваться независимо сверху и снизу.
- Мытье.
Настоящий ад, худший из возможных вариантов отмывки, особенно, если
припаялось как надо – с усадкой на плату. Флюс выходит плохо, остается
его много и моется так тяжело, что пристойную аналогию не подберешь.
Приходится применять специализированнные отмывочные среды с увеличенным
содержанием органических компонентов и пост-отмывкой в деионизированной
воде. Что касается оборудования для мытья – предпочтителен ультразвук с
принудительной циркуляцией и подогревом. - Контроль.
Визуальный контроль ограничен эндоскопами и камерами бокового обзора,
которые мало эффективны для обзора глубоких слоев, которые могут
скрывать смещения, сколы, непропаи и т.н. серые контакты – которые то
контакты, то не контакты, смотря по температуре, наклону и прочим
внешним условиям. Требуется многоэтапное тестирование, как
параметрическое, так и рентгеновское. Их лучше сочетать, поэтому
предусмотрите тестировочный порт – только электронное тестирование
однозначно подтверждает работоспособность изделия, в то время, как
источник потенциального отказа должен выявить уже рентген. - Надежность и ремонтопригодность. Все плохо, очень плохо. Специалисты подвальных
мастерских подтвердят, заводчане им вторят – сломать легко,
ремонтировать тяжко. Сочетание же матричного корпуса, бессвинцового
припоя и компаунда – гарантированный суицид в случае поломки. Как
говорилось выше – жесткое крепление к плате не позволяет компенсировать
смещения, возникающие при изгибе платы, перегрузке, тепловых циклах. Также упомянутая затененность выводов препятствует равномерному прогреву при выпайке, поэтому многие предпочитают при любых проблемах плату пропечь подольше и сплавить обратно потребителю – авось затянется.
Широкое распространение получили так называемые ремонтные станции BGA – на видео выше мы как раз с такой играемся. Вопреки названию, их используют
не только для ремонта, но и для монтажа в составе, в остальном, вполне
полноценных линий.
Резюмируя размазанное выше:
- Храните сухо, используйте быстро.
- При заказе плат параметры плоскостности должны указываться в ТЗ.
- Пайка в порядке предпочтения: конденсационная, длинная печь на 10+ зон с точной подстройкой, ремонтный центр в составе линии.
- Совместимым припоем, в крайнем случае – паста Ag2, флюс M0/L0.
- Успешная пайка – когда плата осела из-за оплавления шаров. Если паяете без
оплавления выводов – когда припой смочил их полностью. - Мытье в УЗ с подогревом и мешалкой, в два приема – спец.жижа + деионизированная вода.
- Обязательный контроль! Минимум – инспекционный микроскоп с призмой для осмотра сбоку и функциональный тест, желательно – рентген.