Нержавеющая сталь — один из самых востребованных материалов в промышленности, строительстве и архитектуре. Её ценят за высокую коррозионную стойкость, долговечность и эстетический вид, который сохраняется десятилетиями при правильной эксплуатации.
Однако даже этот металл требует грамотного ухода и контроля за поверхностью. Любая марка и отделка может терять блеск или покрываться налётом из-за внешних загрязнений, осадков, солевых отложений или микрочастиц железа с инструментов и соседних конструкций. В промышленных условиях теплая и влажная атмосфера, химически активная среда или контакт с агрессивными веществами ускоряют локальную коррозию.

Зачем нужен системный уход
Регулярная очистка поверхности восстанавливает естественный защитный хромовый слой и предотвращает повреждения, которые могут сократить срок службы конструкций. Особенно важна профилактика при установке оборудования, трубопроводов, ограждений, фасадов и бассейнов.
Критические факторы загрязнения:
- Микрочастицы углеродистой стали с инструментов или оборудования
- Осадки морской соли и промышленные загрязнения
- Химические соединения из рабочих сред (технологические жидкости, агрессивные аэрозоли)
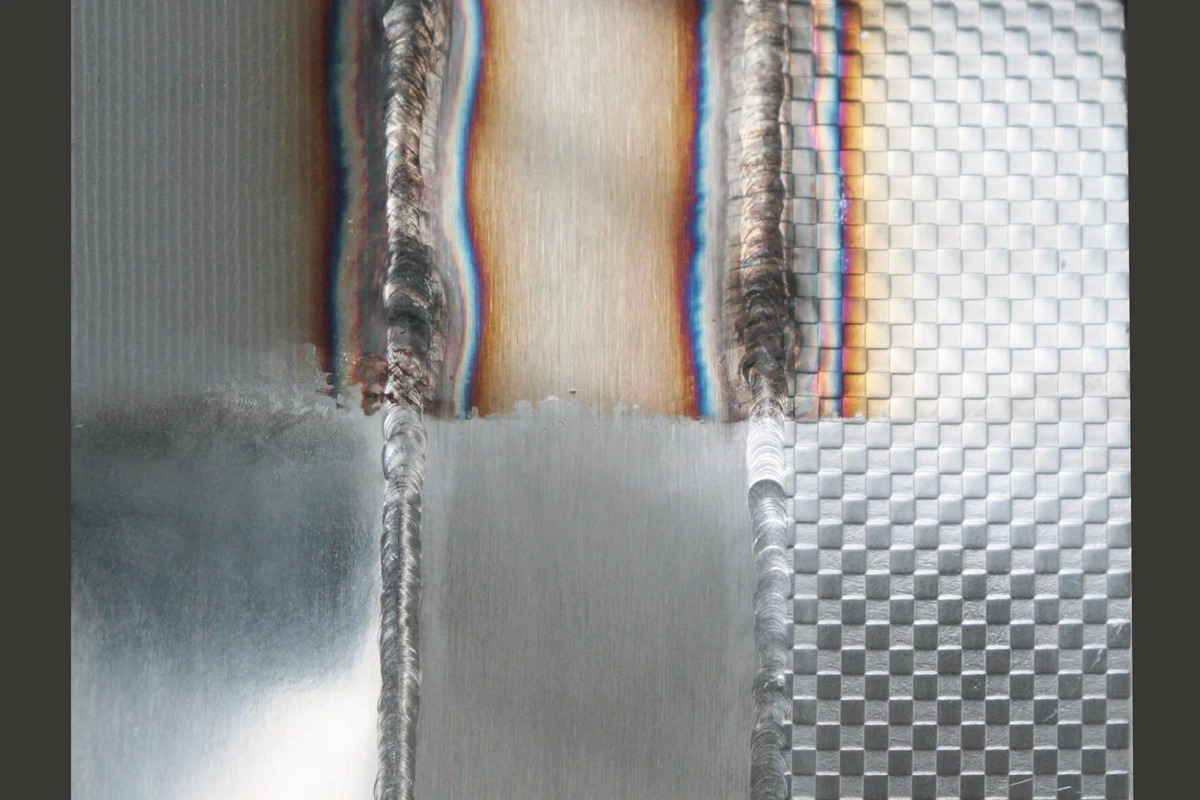
- Термообработанные участки или сварные швы с оксидными пленками и загрязнениями
Профессиональные подходы к чистке и обслуживанию
1. Монтаж и установка: изделия очищаются сразу после установки, чтобы предотвратить накопление частиц углеродистой стали или строительного мусора, которые становятся источником локальной коррозии.
2. Регулярная эксплуатационная очистка: частота которой зависит от условий эксплуатации. Например, для наружных объектов в городских или морских зонах достаточно осуществлять очистку несколько раз в год, для объектов с агрессивной средой — ежемесячно или после каждой эксплуатации.
3. Минимизация контакта с другими металлами: в цехах важно разделять линии обработки нержавеющей стали и углеродистой стали, использовать отдельные инструменты и оборудование.
4. Профессиональные методы пассивации и травления:
Пассивирующие составы удаляют микрочастицы железа и следы сварки, формируя защитный оксидный слой на хромсодержащих марках. Травление устраняет оксидные пленки и высокотемпературные наслоения после сварки или термообработки.
5. Использование безопасных чистящих средств: растворы применяются строго по инструкции, избегая хлоридов, концентрированных кислот и абразивов. После химической обработки необходима тщательная промывка водой и сушка поверхности.
6. Контроль за состоянием поверхности: регулярный визуальный осмотр и тестирование с пассивирующими индикаторами позволяет выявить участки с потерей коррозионной стойкости, особенно на фасадах, трубопроводах, бассейнах и технологическом оборудовании.
Методы очистки
Нержавеющая сталь легко моется. Мытье с мылом или мягким моющим средством и теплой водой с последующим ополаскиванием чистой водой обычно вполне достаточно для бытового и архитектурного оборудования. Улучшенного внешнего вида можно добиться, если насухо вытереть очищенную поверхность.
В разделах ниже приведены процедуры пассивации для удаления свободного железа и других загрязнений, возникающих в результате обращения, изготовления или воздействия загрязненной атмосферы, а также процедуры травления для удаления высокотемпературной накипи в результате термообработки или сварочных работ.
Пассивирующие процедуры
- Марки с содержанием хрома не менее 16% (за исключением марок, не содержащих хрома, таких как 303), азотной кислотой 20-50%, при комнатной температуре до 40 °C в течение 30-60 минут.
- Марки с содержанием хрома менее 16% (за исключением марок, не содержащих хрома, таких как 416), 20-50% азотной кислоты, при комнатной температуре до 40 ° C в течение 60 минут.
- Не подвергать механической обработке такие марки, как 303, 416 и 430F, 20-50% азотной кислоты + 2-6% дихромата натрия, при комнатной температуре до 50 ° C в течение 25-40 минут.
Обработка травлением
- Все нержавеющие стали (за исключением марок, не подвергающихся механической обработке), 8-11% серной кислоты, при 65-80 °C в течение 5-45 минут.
- Марки, содержащие не менее 16% хрома (кроме марок, не содержащих хрома), 15-25% азотной кислоты + 1-8% плавиковой кислоты, при 20-60 °C в течение 5-30 минут.
- Марки без обработки и марки с содержанием хрома менее 16%, такие как 303, 410 и 416, 10-15% азотной кислоты + 0,5-1,5% плавиковой кислоты, при 20-60 ° C в течение 5-30 минут.
«Паста для травления» — это коммерческий продукт из фтористоводородной и азотной кислот в загустителе для травления сварных швов и точечного загрязнения даже на вертикальных и нависающих поверхностях.
Примеры промышленного применения
- Архитектурные фасады и ограждения — профессиональный уход сохраняет внешний вид зданий и защитные свойства металла на десятилетия.
- Трубопроводы и технологическое оборудование — чистка и пассивация предотвращают локальную коррозию в агрессивных средах.
- Бассейны и водные объекты — влажная атмосфера требует контроля за солевыми и хлорными отложениями.
- Пищевое и фармацевтическое оборудование — высокий стандарт гигиены и коррозионной стойкости достигается регулярной очисткой и пассивацией поверхности.
Меры предосторожности
При работе с химическими средствами и кислотами соблюдайте основные правила: всегда используйте защитные перчатки и очки, разбавляйте кислоты, добавляя их в воду, а не наоборот, и тщательно смывайте остатки.
Растворители применяйте только в хорошо проветриваемых помещениях и избегайте огня и курения. Хлоридосодержащие средства и отбеливатели необходимо быстро и тщательно промывать, чтобы предотвратить ускорение коррозии. Также следует хранить изделия из нержавейки отдельно от углеродистой стали и других металлов, чтобы исключить перекрестное загрязнение.
Правильный уход за нержавеющей сталью продлевает срок службы и сохраняет эстетический вид. Даже самые «неприхотливые» марки требуют внимания, но соблюдение простых правил обеспечивает долговечность и защиту от коррозии на годы вперед.