Цикл статей по оснастке начну с базы, цанговые оправки применяются повсеместно на нормальных предприятиях. Спроектировать и изготовить оправку не представляется сложной задачей, при понимании как это работает. Вообще цанговые оправки нужны для точного базирования и закрепления деталей на станках, чаще всего токарных, на фрезерных и зуборезных операциях такие оправки не часто применяются из-за стружки которая попадает в разрезы цанги, но есть вариант делать цанги клеенные, без зазоров, но это уже сложно для изготовления в условиях цеха. Чаще всего привод зажимного механизма на токарных станках идет от пневмоцилиндра или гидроцилиндра простой тягой на резьбе. Для этого нужно снимать патрон, ставить цанговую оправку по посадочным местам на фланце шпинделя или в конус шпинделя. Когда нет желания этим заниматься, то приходиться ограничиваться ручным зажимом, самый просто вариант - зажим винтом.
Стандартным решением тяги для подвижных цанг было решение через палец, палец закрепленный в тяге тянет цангу, конструкция компактная, но имеет ряд недостатков, прочность пальца зависит от его сечения, сечение же пальца ограничено размером цанги, подобрать оптимальное решение не всегда получается, палец - слабое место, первая в жизни моя цанговая оправка имела тенденцию к деформации пальца, не рассчитал.
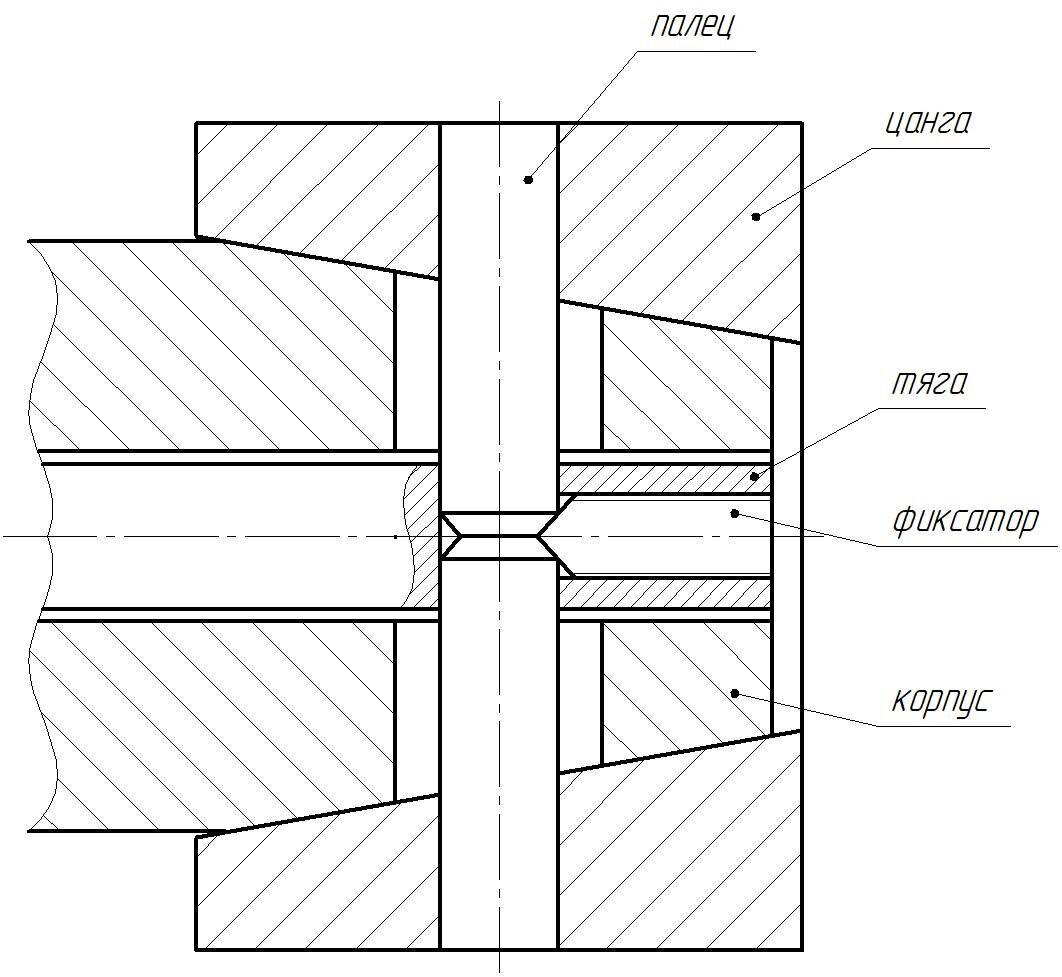
Еще несколько недостатков такой конструкции: паз в корпусе оправки, не технологично для твердого корпуса, отверстие в цанге так-же нетехнологично,и имеет тенденцию к перекосу зажимного усилия, т. е. неравномерному разжиму цанги, ни у главное, очень сложно реализовать ручной зажим, тягу придется перемещать за счет механизма реализованного в корпусе. Есть решения с неподвижной цангой и подвижным разжимным конусом, но в них есть один существенный недостаток - посадка тяги в корпусе определяет биение, нулевой зазор не сделаешь, посадка должна быть подвижной, а гарантированный зазор дает гарантированное биение цанги.
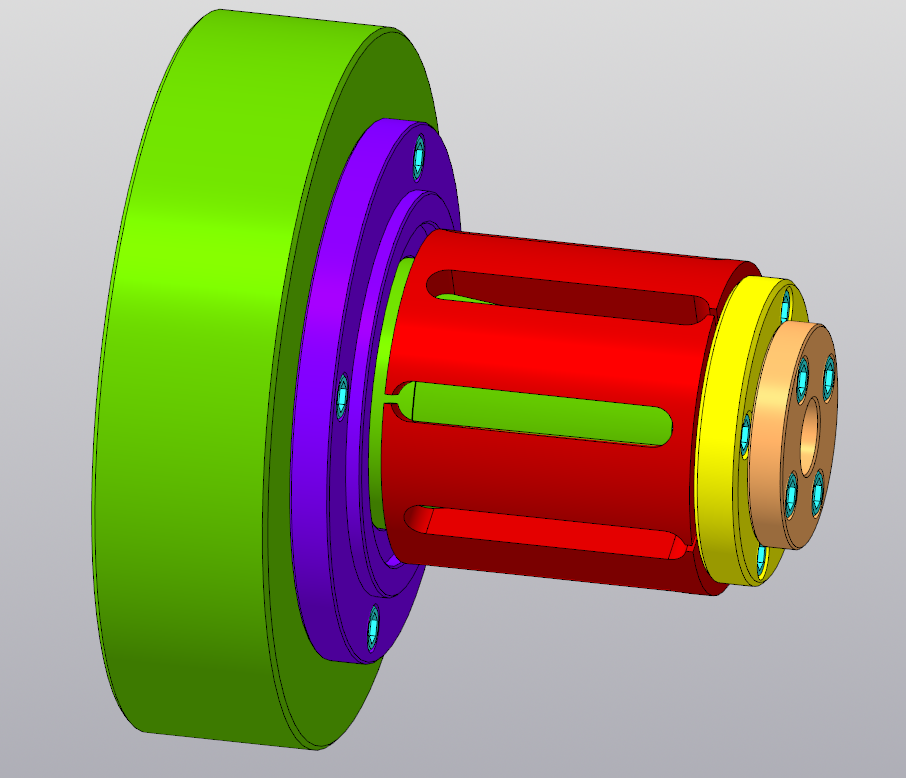
Исходя из всех этих условий я выбрал для себя самый приемлемый и простой в изготовлении вариант - подвижная двух-разрезная цанга, с толкателем по торцу цанги, необходимо только обеспечить условие возврата цанги в разжатое положение. В разрезе эта красота выглядит вот так:
Цанга (красный) базируется по конусу в корпусе (зеленый), зажим происходит при перемещении толкателя (желтый), который подается винтом (синий), винт в свою очередь вкручен в резьбовую втулку (розовый), резьба выполнена во втулке а не в корпусе для возможности замены при износе, втулку проще поменять чем корпус. При помощи крышки (оранжевый), при откручивании винта, происходит перемещение толкателя (крышка соединяется винтами с толкателем ) с цангой вправо, тем самым разжимая деталь. В крышке выполнено отверстия для доступа к шестиграннику центрального винта.
Винты не прижимают толкатель плотно, а установлены через дистанционные втулки, для создания зазора по торцу (0,5 мм), также есть зазор (0,25 мм) между втулкой и отверстием в толкателе чтобы не "неволить" цангу при разжиме, так она принимает форму полученную при обточек до разрезки.
Цанга двух-разрезная, для более точного разжима и позиционирования, прорези выполнены так чтобы сделать концевой фрезой, затем после обточки в сборе разрезана "болгаркой".
В цанге выполнены отверстия для винтов. Конструкцию толкателя и отвода, при желании, можно выполнить более компактной, данная конструкция достаточна и проста в изготовлении в условиях маленького предприятия, винты все покупные. Крепежные винты все одинаковые. Отвод можно выполнить разжимным кольцом установленным в канавку толкателя, но это немного сложнее в изготовлении.
Корпус устанавливается в кулачки патрона, опорное кольцо (фиолетовый), имеет выступ для базирования по торцу, который можно "пылить" при установке, также можно пылить и конус корпуса, при необходимости свести биение к нулю, цанга при этом немного сдвинется влево, но за счет выступа на опорном кольце это можно компенсировать. Конструкция получилась технологичной, зажимное устройство легко разбирается.
Скачать (3d модель - компас 3d учебная версия):