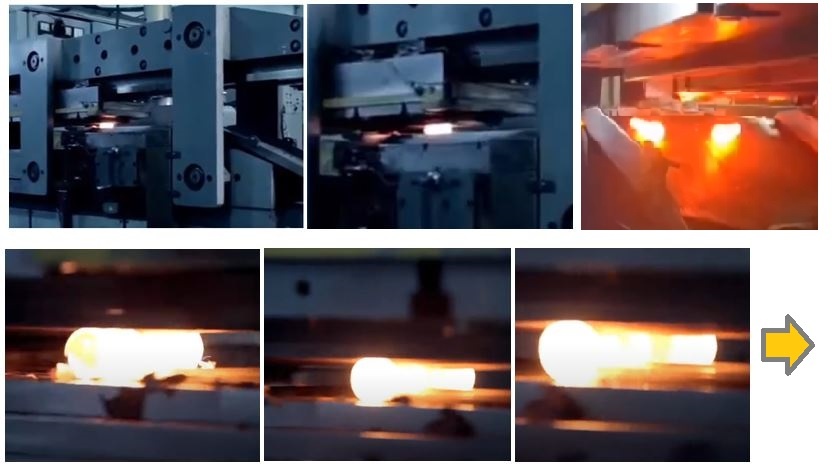
Автоматические линии поперечно-клиновой прокатки серии WRL и WRL TS - новый класс комплексов обработки металлов давлением для холодной, полугорячей ( t=500-700°C) и горячей ( t=1000-1250°C) прокатки цилиндрических заготовок диаметром от 10 до 200 мм. Обеспечивают высококачественные поковки под штамповку или металлообработку
- Для серийной прокатки поковок под штамповку с одного нагрева, минимальными отходами и сокращением операций штамповки (сталь, алюминий, латунь, титан и другие сплавы)
- Для прокатки валов с минимальными припусками на металлообработку (валы редукторов, валы электродвигателей, оси и направляющие и т.д.)
- Для холодной, полугорячей (t=500-700°C) прокатки валов, не требующих дальнейшей металлообработки
Для холодной, полугорячей ( t=500-700°C) и горячей ( t=1000-1250°C) прокатки прокатки поковок под штамповку или металлообработку нами разработано и изготавливается два типа автоматических линии поперечно-клиновой прокатки с плоским инструментом с одним или двумя подвижными инструментами (серия WRL или WRL TS).
Автоматические плоской поперечно-клиновой прокатки это «гибкий инструмент» (работа с быстросменным инструментом, автоматизация процесса) на пути совершенствования производства поковок под штамповку или металлобработку в массовом производстве, когда коэффициент использования металла можно повысить до 0,7-0,95 за счёт всех преимуществ предлагаемого оборудования и технологии.
Станы поперечно-клиновой прокатки нашей компании рассчитаны для 2-3 сменного режима работы, что позволяет обеспечить следованию философии «бережливого производства» при серийном производстве высококачественных поковок, когда с учётом подбора режимов работы прокатного стана, 100% контроля температуры нагрева заготовки, использование износостойких материалов инструмента и технологии обеспечивается экономия больших объёмов материала исходного сырья заготовок, времени технологического процесса, экономии износа другого оборудования и оснастки, участвующего в производственном технологическом процессе, что в свою очередь снижает затраты на изготовление изделий при повышении качества и улучшении технологичности производства. Один оператор - одна линия и пресс или станок чпу, так же сокращает количество затрат.
1. Автоматическая линия ПЛОСКОЙ поперечно-клиновой прокатки поковок (полугорячей ( t=500-700°C) и горячей ( t=1000-1250°C)) для последующей штамповки с уменьшением количества отходов на облой.
Основные преимущества применения технологии плоской поперечно-клиновой прокатки поковок под последующую штамповку:

• снижение отходов при последующей штамповке (меньше заготовка, коэффициент использования металла до 70…90%). Экономия металла на одной линии до 25 000 кг в год и более
• допуск на прокатываемую поковку +-0,2 мм..+-0,5 - после прокатки не нужна дополнительная калибровка поковки
• упрочнение структуры детали и отсутствие эллиптичности
• прокатка плоским инструментом обеспечивает более стабильное положение площадок контакта детали с поверхностью инструмента, что обеспечивает в процессе формообразовании поковки рациональное использование всего объем металла исходной заготовки
• высокая точность деталей позволяет использовать поковку в безотходной и безоблойной штамповке (приблизиться)
• высокая производительность: от 200 до 1200 дет/ час (одинарная, парная, тройная прокатка поковок)
• возможность проектирования стана и оснастки для прокатки поковок диаметром до 200 мм и больше
• увеличение срока межремонтных интервалов штампов прессов
• инструмент и основные теплонагруженные элементы линии имеют эффективную систему охлаждения (для прокатки поковок из алюминиевых сплавов инструмент имеет дополнительный подогрев), что обеспечивает стабильность получаемых размеров поковок в процессе всей рабочей смены линии
• оборудование рассчитано для работы в 2-3 смены
• прокатка и штамповка с одного нагрева
• один оператор – одна линия. Полная автоматизация процесса подачи заготовок, нагрева, прокатки работа в комплексе с индукционными нагревателями ТПЧ с непрерывным контролем входных и выходных температур заготовки позволяет снизить энергозатраты и повысить качество поковок. Мы можем предложить разную степень автоматизации подачи заготовок из лотка на 10-15 заготовок или бункера с автоматической ориентацией насыпаемых навалом заготовок.
• снятие и установка комплекта инструмента занимает 15-25 минут, не требуется разборка линии в отличие от валковых станов поперечно-клиновой прокатки
• высокая стойкость прокатного инструмента линий поперечно-клиновой прокатки (100000 – 300000 шт)
• производство и обслуживание инструмента не требует дорогостоящего оборудования
2. Автоматическая линия ПЛОСКАЯ поперечно-клиновая холодной, полугорячей ( t=500-700°C) и горячей ( t=1000-1250°C) прокатки поковок вращающихся деталей, предназначенных для дальнейшей обработки методом механической обработки на станках с ЧПУ. Когда у вас большая программа однотипных осесимметричных деталей и обработка на станках ЧПУ из круглого прутка требует снижение технологического процесса в несколько раз - использование высокоточной поковки после поперечно-клиновой прокатки на наших станах обеспечивает реализацию указанных задач.
Основные преимущества применения технологии плоской поперечно-клиновой прокатки поковок с минимальными припусками под металлообработку:
• высокая производительность: от 200 до 1200 дет/ час (одинарная, парная, тройная прокатка поковок);
• в несколько раз снижение производственного цикла металлообработки
• допуск на прокатываемую поковку +-0,05-0,5 мм зависит от размеров детали
• снижение отходов при последующей металлообработки (меньше заготовка, коэффициент использования металла до 70…90 %), снижение расходов на режущий инструмент станков с чпу
• упрочнение структуры вдоль поверхности детали и отсутствие эллиптичности, нет необходимости дополнительной калибровки после прокатки
• улучшение прочности детали изготовленных из поковок поперечно-клиновой прокатки
• в процессе формообразовании поковки рационально используется весь объем металла заготовки
• форма поковки может учитывать требования технологов по удобству металлообработки
• возможность проектирования стана и оснастки для прокатки поковок диаметром до 200 мм и больше
• инструмент и основные теплонагруженные элементы линии имеют эффективную систему охлаждения, что обеспечивает стабильность получаемых размеров поковок в процессе всей рабочей смены линии
• один оператор – одна линия. Полная автоматизация процесса подачи заготовок, нагрева, прокатки работа в комплексе с индукционными нагревателями ТПЧ с непрерывным контролем входных и выходных температур заготовки позволяет снизить энергозатраты и повысить качество поковок. Мы можем предложить разную степень автоматизации подачи заготовок из лотка на 10-15 заготовок или бункера с автоматической ориентацией насыпаемых навалом заготовок.
• возможна организация процесса теплой поперечно-клиновой прокатки до температуры окалинообразования (нагрев до 700 С˚), что исключает необходимость металлообработки поверхностей
• снятие и установка комплекта инструмента занимает 15-25 минут, не требуется разборка линии
• высокая стойкость прокатного инструмента линий поперечно-клиновой прокатки (100000 – 300000 шт )
• производство и обслуживание инструмента не требует дорогостоящего оборудования
Нашей компанией было изготовлено около 80 автоматических линии поперечно-клиновой прокатки. Спроектировано и изготовлено более 300 различных видов инструмента для поперечно-клиновой прокатки . Гарантируем собственное проектирование, производство, поставка, запуск, сервис, дополнительное производство инструмента, техническое сопровождение. На линиях поперечно-клиновой прокатки серии WRL и WRL TS наши заказчики годами работают в 3х сменном режиме работы, обеспечивая необходимые производственные и экономические показатели.
В случае заинтересованности внедрения линии поперечно-клиновой прокатки для прокатки поковок мы проводим предварительны расчёт объема заготовки, размеры поковки и 3Д моделирование процесса прокатки и штамповки.
Возможна поставка линии в составе с установкой индукционного нагрева заготовок и автоматизации подачи, контроля, разбраковки заготовок в линию. Проводим пуско-наладку на территории Заказчика.
t. +375-17-500-31-13
f. +375-17-500-31-32
+375255001523 (Viber, Whatsapp, МАКС)
amtengine@amtengine.com