Одним из основных узлов металлорежущих станков, определяющих точность и чистоту обработки, является главный шпиндель с его опорами.
Более 50% проверок на точность, осуществляемых при изготовлении металлорежущих станков, приходится на проверку точности отдельных элементов шпинделя или его положения относительно других деталей или узлов станка.
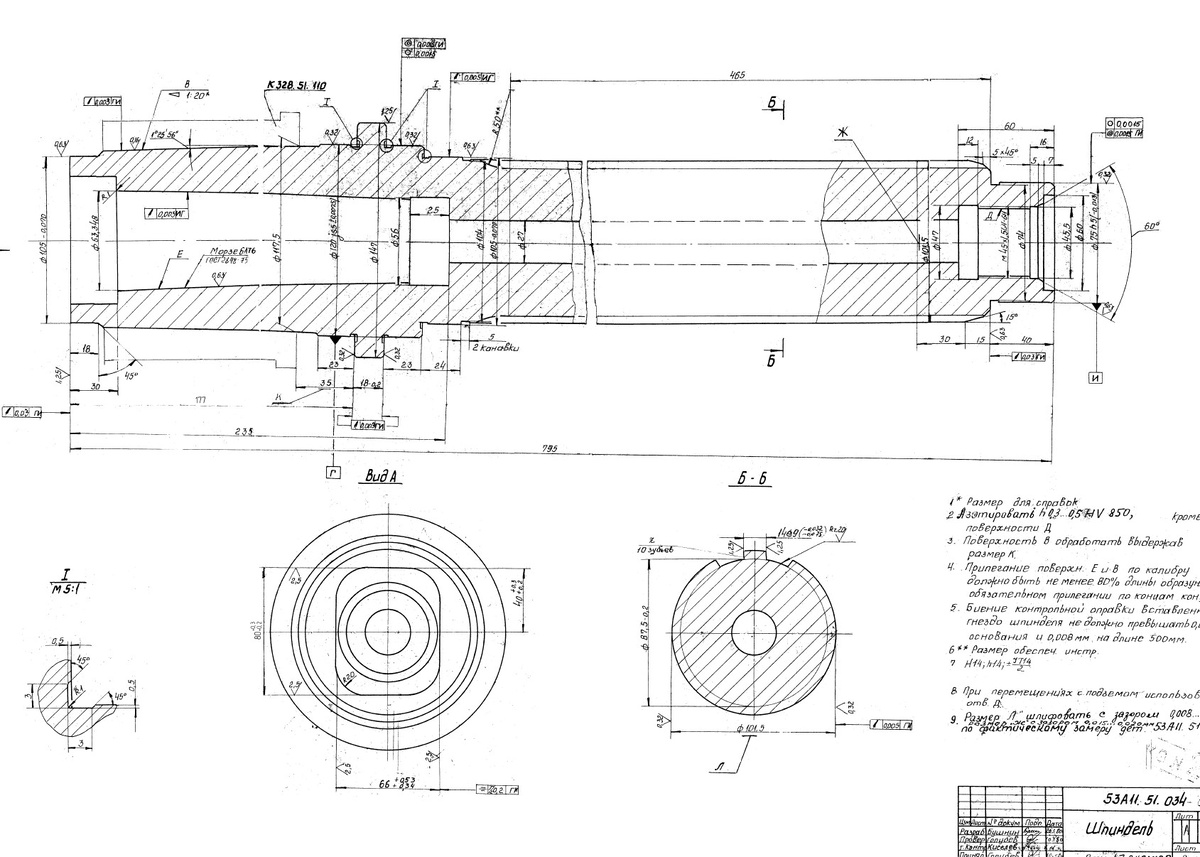
Потребовалось изготовить шпиндель для зубофрезерного станка модели 53А11

Рассказываем последовательность его изготовления:
Согласно родного чертежа, дело оказалось непростое, везде допуска до 5 мкм. Марка стали 38Х2МЮА.
Черновая токарная обработка
На универсальном токарном станке предварительно обработали поковку в размер
Произвели сплошное сверление, а в последующем расточку центрального отверстия.
Термообработка
Далее по кооперации была выполнена предварительная закалка (улучшение) заготовки с высоким отпуском, в результате чего твёрдость довели до ~32 HRC. Эта операция фактически является этапом нормализации — она снимает внутренние напряжения, возникшие после предварительной токарной обработки, и стабилизирует структуру металла перед последующими операциями.
t=560—580° в течение 6—10 час
Чистовая токарная обработка
После термообработки заготовку не много повело. На этом этапе мы выполнили чистовую токарную обработку детали. Деталь твердая применили специальный инструмент.
Фрезерование овала
На горизонтально-расточном станке был профрезерован овал, обеспечив требуемую геометрию согласно чертежа.
Нарезание шлицев
Следующая операция нарезание шлицев в колличестве 10 шт. Обработка проводилась шлицевой фрезой методом обката, на немецком резьбошлицефрезерном станке HECKERT ZFWVG 250.
Азотирование
По кооперации произвели азотирование детали.
Азотирование — это процесс насыщения поверхности стальной детали атомарным азотом при высокой температуре. В результате на поверхности до 1 мм образуется очень твёрдый азотированный слой. После термообработки шпиндель приехал с твердостью поверхности HRC 69-70 ед.
Изготовлены специальные пробки которые запрессовывают в конусные отверстия шпинделя после его закалки и извлекают оттуда (легким постукиванием или с помощью приспособления). Применение таких баз повышает точность шпинделей, однако в отдельных случаях после шлифования шеек, расположенных на концах шпинделя, после выпрессовки пробок наблюдается овальность этих поверхностей в пределах 0,03—0,04 мм.
Шлифование наружных поверхностей
Установили деталь на круглошлифовальный станок TOS BHU и довели чистовые размеры шеек подшипников, отшлифовали конус.
Шлифование наружных поверхностей является одной из наиболее ответственных и трудоемких операций обработки шпинделей, в результате выполнения которой допустимая конусность и овальность шпиндельных шеек и других ответственных поверхностей должны находиться в пределах 0,003—0,01 мм, радиальное биение шеек шпинделя — в пределах 0,005—0,01 мм, чистота обработанных поверхностей должна соответствовать 7—9-му классам.
Шлифовка шлицев
Ширину шлицев довели до необходимого размера, посадка скользящей втулки по наружному диаметру и боковым граням.
Работы производились на шлицешлифовальном станке 3В451
Шлифовка инструментального конуса шпинделя
Работы производились на специальном внутришлифовальном станке WOTAN.
Шпиндель устанавливают на окончательно отшлифованные наружные шейки и шлифуют конусное отверстие с расчленением на черновые и чистовые проходы (разница в величине подачи).
Рекомендуется для повышения точности шлифуемого отверстия охлаждать изделие поливом.
Вращение шпинделя должно осуществляться плавно.
Контроль точности конусного отверстия осуществляют калибром по краске.
Провели контроль правильность геометрической формы поверхностей, размеры, и взаимное расположение поверхностей.
Каждый этап — от распила и черновой обработки до высокоточной шлифовки, нарезания шлицов и финальной доводки — требовал участия специалистов, владеющих своим участком не по наслышке.
Задействованы следующие станки:
- Ленточная пила
- Токарно-винторезный станок CW6163B
- Горизонтально-расточной станок UNION BFT
- Круглошлифовальный станок TOS BHU
- Резьбошлицефрезерный станок ZFWVG 250/2000
- Шлицешлифовальный станок 3В451
- Внутришлифовальный станок WOTAN
Такой результат невозможен без высокой квалификации, точной кооперации и реального производственного опыта. Шпиндель — это не просто деталь, это концентрат труда, технологии и мастерства, которые стоят за каждым точным миллиметром.
Обращайтесь☎️ изготовим и Вам. info@szavod.ru