Качество обработанной поверхности — один из ключевых показателей успеха фрезерной обработки на станках с ЧПУ. Шероховатость напрямую влияет на эксплуатационные характеристики детали: трение, износ, усталостную прочность и даже внешний вид изделия. Понимание природы этого параметра и методов его управления позволяет не только выполнить техническое задание, но и оптимизировать весь процесс, сократив время и затраты на последующую доводку. В этой статье мы разберем, почему возникает неровность поверхности, какие факторы на нее влияют и как добиться требуемого класса чистоты.

Природа возникновения шероховатости: не идеальный процесс резания
Даже при использовании современного оборудования идеально гладкая поверхность в процессе фрезерования не формируется. Это следствие самого принципа резания. Режущая кромка инструмента, удаляя слой материала, оставляет на заготовке микронеровности. Их характер и высота зависят от геометрии инструмента (радиуса при вершине, главного и вспомогательного углов), подачи на зуб и траектории движения фрезы. Например, при слишком большой подаче на зуб остаются ярко выраженные следы в виде гребешков. Кроме того, на поверхность влияют явления пластического деформирования металла, налипание стружки и вибрации, неизбежно возникающие в системе «станок—приспособление—инструмент—деталь» (СПИД).
Ключевые факторы, определяющие чистоту поверхности
Контроль шероховатости — это управление множеством взаимосвязанных параметров. Условно их можно разделить на несколько групп:
- Параметры резания. Это основа управления. Уменьшение подачи на зуб — самый прямой способ снизить высоту микронеровностей. Скорость резания также играет роль: слишком низкие скорости могут способствовать наростообразованию, а чрезмерно высокие — повышенному тепловому воздействию.
- Геометрия и состояние инструмента. Острота режущих кромок критически важна. Затупленная фреза не режет, а деформирует материал, ухудшая чистоту. Радиус при вершине и форма режущей пластины напрямую влияют на профиль оставляемых следов. Правильный подбор фрезы (чистовой, с большим количеством зубьев) для финишных операций — залог успеха.
- Жесткость технологической системы (СПИД). Любые вибрации (биение шпинделя, слабое закрепление инструмента или заготовки) оставляют на поверхности характерный след в виде волнистости или рисков. Усиление крепления, использование качественных оправок и балансировка инструмента минимизируют эту проблему.
- Стратегия обработки и траектория движения. Современные CAM-системы предлагают специальные чистовые стратегии, например, постоянное сопряжение или спиральную обработку, которые обеспечивают плавное движение инструмента без резких изменений направления, что улучшает качество поверхности.
Методы достижения и контроля требуемой шероховатости
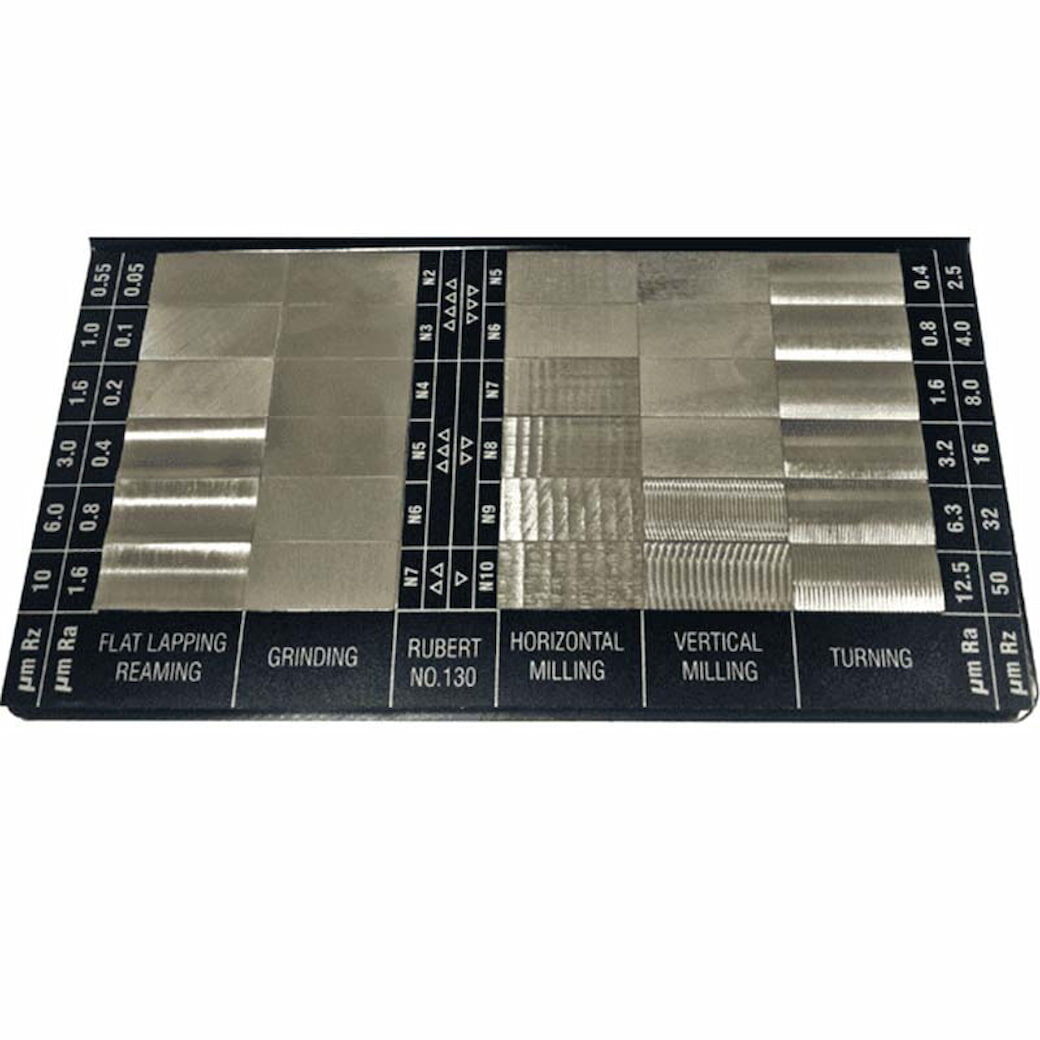
Для получения стабильного результата необходим комплексный подход. Начинать следует с корректного выбора режимов резания, ориентируясь на рекомендации производителя инструмента и материал заготовки. Обязательным этапом является контроль инструмента: своевременная замена изношенных фрез и использование смазочно-охлаждающей жидкости (СОЖ) для отвода тепла и стружки из зоны резания. После обработки параметр Ra (среднее арифметическое отклонение профиля) или Rz (высота неровностей по десяти точкам) проверяется контактным (профилометр) или бесконтактным (оптическим) методом. Полученные данные сравниваются с требованиями чертежа.
Заключение
Управление шероховатостью поверхности при фрезерной обработке на ЧПУ — это не случайность, а результат грамотного планирования технологического процесса. Понимая причины возникновения микронеровностей и системно воздействуя на все влияющие факторы — от выбора инструмента до финальной стратегии обработки — можно гарантированно достигать нужного класса чистоты, повышая качество и конкурентноспособность выпускаемых изделий.
Хотите глубже изучить возможности точной обработки или подобрать оборудование для ваших задач? Изучите другие материалы на нашем сайте или обратитесь к нашим специалистам за консультацией.