В металлообработке мелочей не бывает. Сорванная резьба на ответственной шпильке или отсутствие нужного калибра инструмента на производстве — это не просто «неприятность», это простой оборудования и финансовые потери.
Профессионалы знают: резьбонарезной инструмент — это фундамент качественной сборки. Сегодня мы детально разберем плашку. Не как «железку с дырками», а как прецизионный инструмент, от геометрии и материала которого зависит надежность соединения.
Разберем классификацию, нюансы выбора стали и технологии нарезания, которые отличают профессиональный подход от кустарного.
Устройство плашки: геометрия и функционал
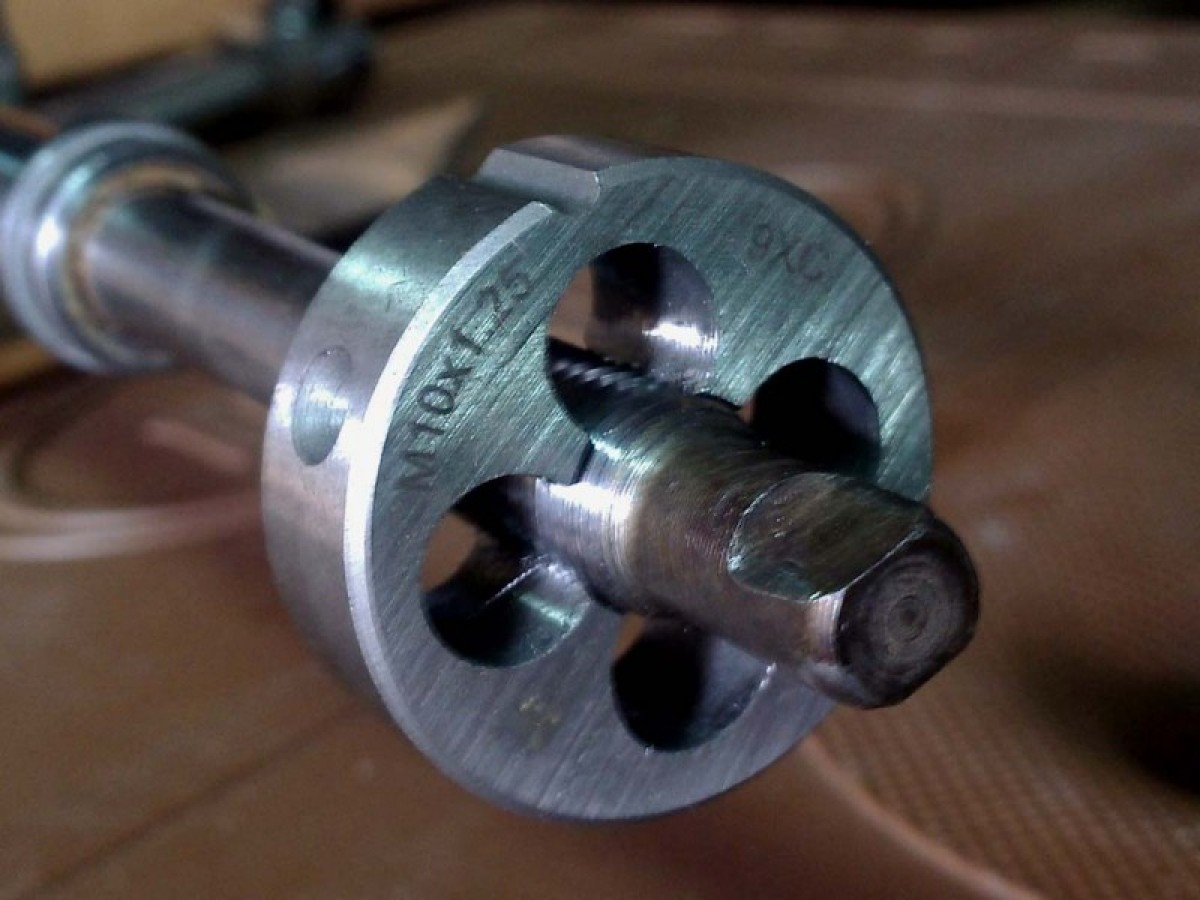
Плашка — это многолезвийный инструмент для нарезания или калибровки наружной резьбы за один проход. В отличие от резца токарного станка, плашка центрируется по заготовке самостоятельно, что позволяет получать качественный виток даже при ручной работе.
Конструктивно инструмент делится на две рабочие зоны, каждая из которых выполняет свою задачу:
- Заборный конус (режущая часть). Это первые несколько витков с заниженным профилем. Именно они принимают на себя основную нагрузку по съему металла, распределяя усилие резания.
- Калибрующая часть. Следует за конусом. Она имеет полный профиль резьбы и работает на чистовую обработку, обеспечивая точность шага и шероховатость поверхности.

Отверстия в корпусе (стружечные окна) служат не только для отвода стружки, но и формируют передние грани режущих гребенок. Их геометрия рассчитана так, чтобы стружка завивалась и выходила наружу, не повреждая зеркало резьбы.
Индустриальный факт: Термины «плашка» и «лерка» исторически обозначали разные инструменты (лерка — цельная пластина, плашка — раздвижная). В современном ГОСТе осталось только понятие «плашка», но старые мастера и некоторые каталоги поставщиков до сих пор используют двойную терминологию.
Классификация по стандартам: Метрика, Труба, Дюйм
В каталогах крупных поставщиков можно встретить десятки стандартов. Чтобы подобрать инструмент под конкретную инженерную задачу, нужно ориентироваться в трех основных группах.
1. Метрическая резьба (М)
Основной стандарт в машиностроении и приборостроении РФ и Европы. Профиль — равносторонний треугольник с углом при вершине 60°.
- Нюанс: Для диаметров свыше 6 мм существует несколько вариантов шага: крупный (основной) и мелкие. Мелкий шаг (например, М20х1,5) используется там, где важна виброустойчивость соединения или герметичность.
2. Трубная цилиндрическая (G)
Стандарт для гидравлических и пневматических систем, водо- и газопроводов. Измеряется в дюймах.
- Важно: «Трубный дюйм» — величина условная, привязанная к условному проходу трубы (Du), а не к наружному диаметру резьбы.
3. Коническая резьба (K, R, NPT)
Специализированный стандарт для соединений, работающих под высоким давлением. Витки расположены на конусе (с уклоном 1:16). При затягивании происходит деформация витков, что обеспечивает «металлическое» уплотнение без дополнительных прокладок.
По форм-фактору плашки делятся на круглые (для машинных и ручных воротков) и шестигранные (для восстановительных работ в труднодоступных местах с помощью гаечного ключа).
Конструктив: Цельные vs Разрезные
Жесткость инструмента напрямую влияет на класс точности получаемой резьбы.
- Цельные плашки. Монолитная конструкция. Обеспечивают максимальную жесткость и соосность. Именно такие плашки используются для получения резьбы высокого класса точности (например, 6g). Это стандарт для серийного производства.
- Разрезные (пружинящие). Имеют прорезь на корпусе, позволяющую регулировать диаметр в пределах 0,1–0,3 мм. Используются, когда нужно получить нестандартную посадку или нарезать резьбу на заготовке с отклонением диаметра. Точность профиля при этом снижается.
- Раздвижные (Клуппы). Состоят из сменных гребенок (сухарей). Применяются в основном для трубных работ больших диаметров, где важен не микронный допуск, а скорость монтажа.
Материаловедение: Маркировка и ресурс инструмента
На корпусе профессиональной плашки всегда присутствует маркировка. Это паспорт инструмента, определяющий его ресурс и назначение.
Пример: М16х1.5 HSS 6g.
- М16 — Номинальный диаметр.
- 1.5 — Шаг резьбы. Отсутствие цифры означает стандартный крупный шаг.
- HSS (High Speed Steel) или Р6М5. Быстрорежущая сталь. В отличие от легированных сталей (9ХС), HSS сохраняет твердость при высоких температурах нагрева. Это выбор для работы с нержавейкой, легированными сталями и интенсивного использования.
- 6g — Поле допуска (класс точности). Критичный параметр для ответственных узлов.
- LH — Левая резьба (Left Hand). Используется во вращающихся механизмах для предотвращения самоотвинчивания.
Технология нарезания: Культура производства
Качественный инструмент требует соблюдения технологии. Нарушение режимов резания приводит к выкрашиванию зубьев плашки и браку детали (так называемые «рваные нитки»).
1. Подготовка базы
Заходная фаска обязательна. Она центрирует плашку и равномерно распределяет нагрузку на заборные зубья. Попытка нарезать резьбу на «тупом» торце приведет к перекосу.
2. Базирование
Перпендикулярность инструмента оси заготовки — залог правильного профиля. В идеале использовать направляющие стаканы или станочное оборудование. При ручной работе контроль угла в начале захода критичен.
3. Смазочно-охлаждающие жидкости (СОЖ)
Сухое трение недопустимо при металлообработке.
- Для черных сталей: сульфофрезол, специальные пасты или эмульсии.
- Для нержавейки: олеиновая кислота или специализированные концентраты.
Смазка снижает крутящий момент, отводит тепло и улучшает качество поверхности (чистоту резьбы).
4. Дробление стружки
При ручном нарезании вязких металлов применяется циклический метод: оборот вперед — четверть оборота назад. Обратный ход ломает сливную стружку. Это предотвращает пакетирование стружки в канавках, которое может привести к задирам на поверхности резьбы или заклиниванию инструмента.
Плашка — инструмент, который не прощает небрежности, но при правильном подборе и эксплуатации гарантирует прогнозируемый результат. Выбирая оснастку для производства или мастерской, обращайте внимание не только на цену, но и на марку стали и класс точности. Качественный инструмент окупает себя ресурсом и отсутствием брака.
Коллеги, а какой тип плашек чаще всего востребован в ваших задачах — классическая метрика или трубные варианты?