Современная мебельная индустрия всё чаще обращается к композитным материалам для производства фасадов и столешниц. Одним из наиболее популярных является HPL (High Pressure Laminate) – ламинат высокого давления.
HPL-пластик значительно труднее обрабатывать, чем обычные древесные плиты ЛДСП, МДФ или фанеру.
Причины кроются в его структуре и свойствах: слои бумаги, пропитанные фенольными смолами, формируют очень плотный, вязкий и абразивный материал. При попытке резать HPL неподходящим инструментом неизбежно появляются сколы по линии реза, а высокая твердость материала быстро выводит из строя напайки.
Для сравнения, фанера и ДСП имеют менее плотную структуру и легче поддаются резанию; их можно обрабатывать как алмазным, так и твердосплавным инструментом с приемлемым ресурсом.
HPL же при обработке ведет себя почти как стеклотекстолит или акриловый камень – требует высокой мощности станка и специального инструмента.
Отдельная проблема – интенсивный износ инструмента.
Фенолформальдегидные смолы и минеральные наполнители в HPL действуют на режущую кромку как абразив, поэтому обычные твердосплавные фрезы тупятся очень быстро. Именно поэтому оптимальным решением для серийной работы с HPL являются инструмент с поликристаллическим алмазом (PCD). Алмаз обладает исключительной твердостью и износостойкостью, что значительно продляет срок службы инструмента на абразивных материалах.
Второй ключевой фактор - правильно спроектированная геометрия зубьев фрезы.
Дефицит информации о выборе инструмента и его важность
Мастера, сталкивающиеся с обработкой HPL, нередко жалуются на недостаток достоверной информации о подборе инструмента и режимах резания для этого материала. В открытых источниках преобладают общие советы, либо рекомендации производителей самих панелей, тогда как специфика режущего инструмента освещена слабо.
В результате многие пробуют резать HPL «чем придется» – например, теми же пилами и фрезами, что и ЛДСП – и получают неудовлетворительный результат. Качество кромки выходит низким (сколы, вырывы), инструмент мгновенно тупится, производительность падает.
Правильно подобранная фреза или пильный диск позволяют обработать композитную плиту с гладким торцом и сделать это быстрее и с меньшим износом. Таким образом, инвестируя время в подбор оптимального инструмента под HPL, производитель экономит средства на браке и замене оснастки.
Фрезы для ЧПУ-центров: выбор инструмента для HPL
Для раскроя и фрезерования HPL на обрабатывающих центрах с ЧПУ оптимально применять концевые фрезы с алмазными напайками (PCD). А также с компрессионной геометрией напаек. При работе на высоких скоростях кроме разнонаправленных зубов, фреза должна иметь и прямой зуб – это исключает волнообразные дефекты на поверхности и вибрации.
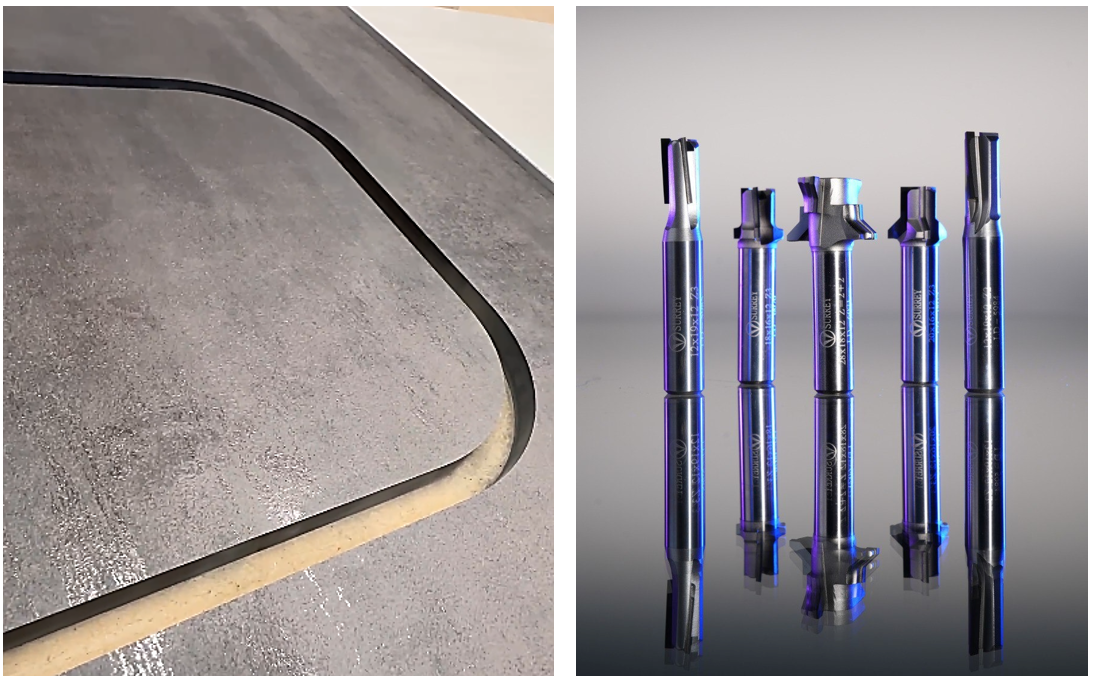
Например, компания SURREY предлагает целую линейку таких фрез, специально предназначенных для чистовой обработки HPL-плит. Алмазные напайки SURREY изготавливаются из высококачественного материала ILJIN (Южная Корея), ресурс фрез колоссальный – до нескольких десятков километров пробега до заточки.
Примеры фрез SURREY для HPL:
- Компрессионная алмазная фреза D12×15×70×12 Z3 RH, H=4,5 мм (Densiment) – универсальная PCD-фреза диаметром 12 мм с тремя зубьями.
Предназначена для прямолинейного и криволинейного раскроя HPL и других плотных плитных материалов. Геометрия: компрессионные (разнонаправленные) режущие сегменты по оси, суммарно 3 зуба; высота алмазных пластин 4,5 мм. Такая фреза может за один проход прорезать плиту до ~15 мм толщиной; для больших толщин выполняется в 2–3 прохода. Фреза обеспечивает чистый рез без сколов сверху и снизу детали за счет компрессионного эффекта. Рекомендуемые режимы резания: высокая скорость шпинделя (18–24 тыс. об/мин) при умеренной подаче. Практика показывает, что на HPL лучше работать на повышенных оборотах и небольшой подаче – это дает идеально ровный торец без ожогов. Например, данной фрезой с количеством зубов z3 можно начать с ~20 000 об/мин и подачи ~3–5 м/мин, при высокой силе прижима вакуумного стола можно разогнать до ~8 м/мин. При соблюдении таких условий компрессионная фреза Surrey режет HPL как по маслу, без сколов и с минимальным износом.
- Алмазная фреза D20×16×63×12 Z2 RH, H=4,0 мм, “врезная фаска 3×45°” (Surrey) – специализированная концевая фреза диаметром 20 мм с двумя алмазными зубьями для снятия фаски 45°.
Особенность – она врезная, то есть имеет центр и способна погружаться в материал вертикально. Эта фреза предназначена для быстрого снятия фаски под 45° шириной до 3 мм по краю HPL-панели. Этой фрезой можно обработать кромку, сняв острый угол. Инструмент имеет 2 режущих зуба с алмазными пластинами высотой 4 мм и прямой угол 45°. Применяется как для снятия фаски сверху детали, так и для фигурной выборки (например, срезать угол столешницы под 45°). В каталоге указано, что фреза обеспечивает чистовую фаску без сколов благодаря острым алмазным кромкам. Режимы работы: обороты 18–20 тыс./мин, начальная подача 3–4 м/мин (за один проход делает фаску 45° на толщине до 4 мм). В видео с демонстрацией видно, как подобной фрезой на ЧПУ снимается верхняя грань панели – получается аккуратная фасочка, приятная на ощупь и без риска порезаться об острый угол. Такой инструмент особенно полезен для кухонных столешниц из HPL, где требуется слегка скруглить или фасковать край.
Примечание: приведенные режимы – отправная точка. Конкретные параметры подбираются под оборудование и инструмент. Всегда начинайте с более низкой подачи и увеличивайте, контролируя качество кромки и нагрев. Для алмазного инструмента важно придерживаться рекомендуемой подачи на зуб; слишком низкая подача приводит к трению и нагреву, слишком высокая – к ударным нагрузкам. Правильно настроенный процесс позволяет резать HPL эффективно и с отличным результатом.
Подобные фрезы впечатлили мебельный рынок, о чем, например, рассказал Дмитрий Дмитриев в блоге Мебельный завод
Оба приведенных примера инструмента – часть линейки PCD-фрез Surrey для HPL. Помимо них, существуют фрезы с другими профилями: например, радиусная R2 мм для закругления кромки или двусторонняя фаска 45° (обгонная фреза, которая за один проход формирует фаску с обеих сторон панели). Выбор конкретной модели зависит от требуемой операции.
Все эти фрезы рассчитаны на использование на распространенных станках с ЧПУ – KDT, Homag, SCM, Biesse, Filato и др.
HPL-фрезами лучше всего раскраивать на ЧПУ-центрах с автоматической сменой инструмента. Например, обрабатывающий центр KDT KN-3710DPC отлично подходит для подобных задач.
Совет напоследок: при сомнениях всегда консультируйтесь со специалистами поставщика инструмента. Современные производители уже накопили значительный опыт работы с HPL – пользуйтесь этими знаниями, и тогда даже такой непростой материал, как HPL-пластик, станет для вашего производства привычным и выгодным. Удачной работы!