
Импульсные системы очистки давно обросли мифами. Кто-то считает их модной заменой пескострую, кто-то — «золотым феном», который делает то же самое, только дороже. Turbolase 3500 — как раз тот случай, когда стоит разобраться, за что именно здесь платит инженерный отдел и почему это не просто красивый корпус с ярким логотипом.
Импульс против непрерывного: в чём принципиальная разница
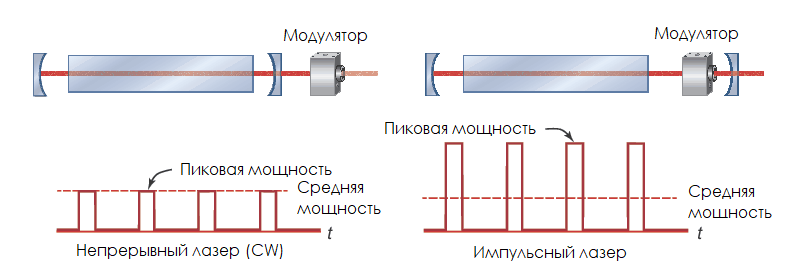
Обычный очистной непрерывный лазер (CW) работает как регулируемая горелка:
много тепла, много мощности, быстрое прогревание поверхности. С задачей «содрать ржавчину с фермы» он справится, но цена — подплавленный металл, побежалый цвет и изменённая шероховатость.
У импульсной системы логика другая:
- энергия подаётся короткими импульсами с очень высокой пиковой мощностью;
- средняя мощность при этом ниже, тепловклад в деталь — минимальный;
- загрязнение испаряется или сублимируется, а основа остаётся практически «холодной».
Результат: на ответственных деталях — формах, штампах, дорогостоящей нержавейке, алюминии, электронике — импульсный режим позволяет убрать покрытие, не превращая поверхность в лунный пейзаж. Для массового металлоконструктива это может быть избыточно, но там, где брак детали стоит дороже станка, это критично.
Архитектура Turbolase 3500: промышленный инструмент, а не «кейс с лазером»
Turbolase 3500 — законченный промышленный комплекс, а не набор разрозненных блоков:
- импульсный волоконный источник;
- высокоскоростной двухосевой сканирующий модуль;
- собственный контроллер с сенсорной панелью;
- IO-интерфейсы для подключения к внешней автоматике;
- газовая защита оптики;
- стандартная промышленная обвязка по питанию и заземлению.
Это не просто «ручной лазер на шланге». Установка изначально спроектирована так, чтобы:
- переживать пыль, вибрации и реальный цех, а не жить только в демонстрационном шоуруме;
- интегрироваться в линию — от простого ручного поста до роботизированной ячейки;
- ремонтироваться и настраиваться силами нормального промышленного сервисника, а не только «гуру производителя».
Управляемое пятно: главное отличие от дешёвых «фенов»
Ключевая сила Turbolase 3500 — в управлении пятном и траекторией, а не в надписи «N Вт» в паспорте.
Поле и скорость
Сканирующий модуль даёт:
- поле работы по X/Y в диапазоне от десятых долей миллиметра до десятков миллиметров (до примерно 150 мм по каждой оси — ограничено линзой);
- скорость сканирования до 30 000 мм/с в зависимости от выбранного режима.
Для инженера это означает:
- можно работать точечно по небольшим зонам — подчищать сварные швы, посадочные места, кромки;
- можно «стирать» покрытия широкими проходами без бесконечных движений рукой: поле закрывается сканированием.
Траектории и заливка
Система позволяет:
- выбирать тип заполнения (линейное, прямоугольное, эллиптическое, синусоидальное);
- задавать шаг заливки — плотнее шаг, выше энергия на единице площади и агрессивнее очистка;
- поворачивать направление линий и саму фигуру на нужный угол.
Это становится инструментом, а не игрушкой:
на грубой ржавчине — одна геометрия, на тонком оксидном слое возле кромки сварки — другая, на сложной форме штампа — третья. И всё это настраивается на панели, а не маркером по корпусу.
Энергия под контролем: работа с импульсом, а не просто с мощностью
В Turbolase 3500 оператор управляет не только «процентами мощности», но и профилем импульса:
- Power — доля от максимальной мощности;
- Frequency — частота импульсов;
- Pulse width — длительность импульса;
- Duty cycle — скважность в непрерывных режимах.
Для импульсного режима эти параметры подбираются с учётом таблиц производительности конкретного источника: чем выше частота, тем сильнее падает доступная энергия на импульс, это нужно учитывать.
На практике:
- короткие импульсы и высокая частота — для деликатных покрытий и минимального тепловклада;
- более длинные импульсы и иные частотные режимы — для толстых, «тяжёлых» загрязнений.
Это то, чего нет у дешёвых CW-систем: там есть ручка «мощность» и скорость. Здесь вы настроите профиль воздействия под конкретную задачу и материал.
Газовая защита: ресурс оптики как часть экономики
Очистка — грязный процесс. Пыль, продукты испарения, микрочастицы летят прямо в оптику. Если защиту не продумать, линза превращается в расходник с непредсказуемым ресурсом.
В Turbolase 3500:
- штатно реализован «воздушный нож» — постоянная продувка зоны перед линзой;
- в интерфейсе задаётся опережение включения и задержка выключения воздуха относительно лазера;
- производитель честно предупреждает: работа без вытяжки и воздуха гарантированно убивает линзу.
То есть защита оптики заложена конструктивно, а не «додумывается на месте». Это напрямую влияет на стоимость владения: линза и простой станка обходятся дороже, чем грамотная защита с первого дня.
Интеграция в автоматизацию: готовность к ПЛК и роботам
Turbolase 3500 изначально смотрит не только в сторону ручного поста, но и в сторону автоматизации:
- входы DI и выходы DO позволяют завязать систему с ПЛК, роботами, межмашинными сигналами;
- один из входов может работать как дистанционный запуск лазера (remote light);
- основной алгоритм таков:
оператор/система включает «готовность» на панели, а реальный старт/стоп происходит по командам линии.
В результате станок может работать:
- как ручное устройство для разовых задач;
- как полноценный узел в роботизированной ячейке — с понятными сигналами «готов/авария/идёт обработка».
Безопасность и дисциплина: меньше хаоса, больше контроля
С точки зрения промышленной безопасности Turbolase 3500 выглядит взрослым решением:
- жёсткая логика включения: вначале управление, затем лазер;
- требование пустой зоны без людей и горючих материалов вокруг места работы;
- двухступенчатый пуск: вход под пользователем, включение режимов на панели, и только после этого — команда на излучение.
Отдельно стоит система пользователей:
- отдельный «админ» с расширенными правами;
- обычные операторы с доступом только к рабочему интерфейсу;
- системные настройки и цепи ввода-вывода — под отдельным кодом.
Это снижает вероятность того, что любопытный оператор «подкрутит что-то в инженерном меню», а потом сервису придётся разгребать.
Где этот аппарат действительно окупается
Turbolase 3500 — не универсальный ответ на всё. Он не нужен тому, кто:
- чистит ржавые балки под покраску на улице;
- работает с грубым металлоконструктивом, где шероховатость и цвет поверхности не имеют значения.
Он нужен там, где:
- дорога сама деталь — пресс-форма, штамп, оснастка, точный механический узел;
- критично состояние поверхности — геометрия, шероховатость, отсутствие подплавлений;
- есть требования по чистоте процесса — минимум отходов, никаких абразивов и химии;
- важна повторяемость — возможность сохранить режимы и получать одинаковый результат вне зависимости от «настроения» оператора.
В таких задачах ценник Turbolase 3500 — это не «сложение железа по килограммам», а стоимость решения, которое позволяет:
- продлить жизнь дорогой оснастке;
- уменьшить риск брака ответственных деталей;
- убрать абразив, химию и ручной труд там, где этого давно ждут и технологи, и служба охраны труда.
Вывод
Turbolase 3500 — типичный представитель «взрослой» импульсной очистки: управляемое пятно, настраиваемый импульс, защита оптики, нормальная интеграция в автоматизацию и внятная философия безопасности.
Это не инструмент «на всё сразу». Но если вы работаете с дорогими деталями и высокая цена ошибки для вас реальна, именно здесь становится понятно, за что вы платите.