Всем привет , коллеги!
Сегодня я хочу начать с очень важной темы для тех людей, кто хочет начинать заниматься столярным делом. Пусть это вначале будет хобби.
По опыту знаю, общаясь с людьми далёкими от деревообработки, что они часто превратно или неправильно понимают роль и функции рейсмусового станка и фуганка в деревообработке, какие функции они выполняют и чем отличаются по сути выполнения своего предназначения в мастерской. И тот и другой вроде как бы строгает, а вот дальше - туман в понимании вопроса.
Вообще я собирался написать статью именно о рейсмусовом станке, но как только начал писать, то понял, что без сравнения его назначения с фуговальным станком у меня ничего не получится. Поэтому начну я с рейсмуса, а в процесса продвижения в теме подключу и фуговальный. По сути дела эти два станка зеркальны, две стороны одного целого, и работают очень часто в паре.

Функциональное назначение рейсмусового станка- создание равномерной толщины заготовки. Всё.
Вроде бы всего то только одна функция, это не то что у циркулярного станка, который чего только не делает!
Но эта функция является одной из самых важных и принципиальных в столярном деле. Без нее работа столяра усложнилась бы в разы, а зачастую стала бы вообще невозможна.
Рейсмусовый станок, также известный в англоязычных источниках как "planer", представляет собой незаменимый инструмент в любом профессиональном или любительском столярном цехе, чья основная функция — обеспечение постоянной толщины и гладкой поверхности на древесине . Его предназначение заключается не в создании начальной плоской поверхности, а в доведении уже подготовленной заготовки до точных размеров, гарантируя, что обе стороны доски будут идеально параллельны друг другу. Этот процесс является последним этапом в создании идеальнй заготовки, после того как одна сторона была сделана плоской с помощью фуганка . Без рейсмусового станка было бы практически невозможно добиться одинаковой толщины во всех частях детали, что критически важно для создания столярных конструкций.
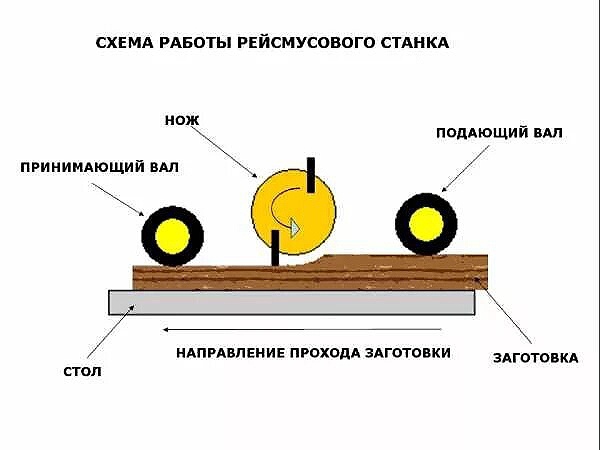
Механическая конструкция рейсмусового станка определяет его уникальную способность контролировать толщину. Ключевыми элементами станка являются входные и выходные ролики, которые захватывают доску и подают ее через себя, а также головка с ножами, расположенная над рабочим столом .
Когда заготовка подается в станок, нижняя, уже плоская сторона ложится на рабочий стол. Давление роликов, действующее на верхнюю сторону доски, прижимает ее к своей же нижней поверхности, которая теперь служит идеальной референц-поверхностью , которую наши столяры называют " база" или "базовая плоскость". После этого резцовая (или ножевая) головка, вращающаяся со скоростью от 6,000 до 11,000 оборотов в минуту в зависимости от модели, проходит над доской и срезает тонкий слой дерева . Глубина этого среза регулируется специальным механизмом, который повышает или понижает всю сборку ножевой головки относительно рабочего стола . Эта настройка напрямую определяет конечную толщину заготовки. Например, если установленная глубина среза составляет 0,3 мм, а исходная толщина доски была 20 мм, то новая толщина составит 19,7 мм( то есть -0,3 мм).
Современные станки оснащены шкалами и цифровыми индикаторами, которые показывают, сколько материала будет снято за один проход, а также текущую толщину готовой детали, обеспечивая высокую степень точности . Но это всё конечно обеспечивается только в дорогих профессиональных и промышленных моделях станков.
Важно понимать, что рейсмусовый станок выполняет свою работу на основе принципа существующей референц-поверхности(базы) . Он не способен исправлять (ну или исправляет это лишь отчасти) кривизну, изгиб , коробление или скручивание сам по себе . Если попытаться просунуть через рейсмус доску, которая изначально имеет форму "пропеллер" , результатом станет доска такой же формы, но тоньше .
Рабочий стол станка слишком короток, чтобы оказать влияние на общую кривизну доски; он просто повторяет имеющуюся форму, снимая равномерный слой материала . Именно поэтому главная роль рейсмусового станка — это не создание формы, а ее точное воспроизведение на противоположной стороне . Он берет уже созданную идеальную плоскость и делает вторую сторону параллельной ей, тем самым обеспечивая геометрическую правильность заготовки . Это позволяет мастеру быть уверенным, что все детали, изготовленные из одной партии древесины, будут иметь одинаковую толщину.
Функциональное назначение рейсмусового станка можно разделить на несколько ключевых аспектов. Во-первых, это уменьшение толщины. Мастера часто работают с древесиной большей толщины, чем требуется для проекта, и рейсмусовый станок позволяет точно довести ее до нужного размера . Во-вторых, это обеспечение параллельности поверхностей. После того как одна сторона доски была отфугована и стала идеально плоской, рейсмус гарантирует, что вторая сторона будет ей параллельна, создавая таким образом прямоугольную заготовку с четкими углами . В-третьих, это создание гладкой, строганой поверхности. Проход через острые ножи удаляет не только лишний материал, но и следы от других инструментов, такие как например следы оставляя заготовку с чистой, готовой к финишной отделке поверхностью . Некоторые модели, особенно с геликальными ножевыми головками, производят еще более гладкую отделку, что может снизить или полностью исключить необходимость в последующем ручном шлифовании .
Недорогой, надёжный и проверенный многими мастерами рейсмусовый станок для небольшой мастерской. Покупая товар по этой ссылке вы помогаете мне в развитии этого столярного канала. Отличная цена, можете сравнить с другими местами.
Однако использование рейсмусового станка сопряжено с рядом технических проблем, требующих внимания. Одной из самых распространенных является т.н. "порожек" , то есть более глубокий срез на переднем и заднем концах доски . Это происходит потому, что при входе и выходе доски из станка нет достаточной опоры со стороны роликов, что приводит к небольшому провисанию и увеличению глубины реза . Чтобы минимизировать порожек, рекомендуется использовать более длинные опорные столы, принимать очень мелкие проходы (обычно не более 0,5 мм за проход) и использовать дополнительные подкладки в начале и конце заготовки . Современные станки часто оснащаются системами снижения глубины порожка, такими как механические блокировки или оптимизированные системы подъема резцовой головки, которые позволяют достичь практически идеального результата без заметных дефектов . Другой важный аспект — это выбор правильной толщины прохода. Хотя можно сделать глубокий срез для экономии времени, это приводит к менее качественной отделке, особенно на широких досках, и может нагружать двигатель станка.
Широкие доски требуют меньшей глубины прохода для сохранения контроля и точности . Кроме того, крайне важно перед запуском проверять заготовку на наличие посторонних предметов, таких как гвозди или металлические скобы, которые могут серьезно повредить дорогостоящие ножи .
Таким образом, рейсмусовый станок является инструментом высокой точности, предназначенный для завершающей обработки древесины. Его главная ценность заключается в способности гарантировать параллельность поверхностей и точный контроль толщины, что является фундаментом для создания качественной и долговечной продукции. Он не является инструментом для первоначальной подготовки, а скорее "финишным тонким" инструментом, который доводит заготовку до совершенства, основанного на идеальной форме, созданной фуганком.
Всё мои мастер-классы в формате видео я публикую теперь только на Бусти
Фуганок: Цель-создание базовой плоскости
Фуганок, или jointer( в англоязычных источниках ), является первым и одним из самых важных инструментов в процессе подготовки древесины к работе, выполняя функцию, которую рейсмусовый станок выполнить не может . Его основная и незаменимая задача — создать одну идеально плоскую поверхность ( базу) и одно идеально прямое ребро , перпендикулярное этой плоскости . Эти две поверхности становятся нашими "референц-поверхностями" (datum surfaces), которые служат основой для всех последующих операций, включая резку на ширину на настольной пиле, клеевое соединение панелей и использование рейсмусового станка.
Без предварительного использования фуганка работа с необработанным брусом была бы крайне затруднительной, поскольку любой изъян на заготовке будет многократно усиливаться на каждом последующем этапе.
Фуганок решает эту проблему, создавая эталонную поверхность, от которой можно отталкиваться для достижения максимальной точности .
Механика фуганка основана на простом, но эффективном принципе: он использует существующую поверхность доски как направляющую для резания. Конструктивно фуганок состоит из двух горизонтальных столов— входного(подающего) и выходного (принимающего), — которые находятся в одной плоскости, и резцовой головки, расположенной между ними .
Высота принимающего стола точно соответствует радиусу резцовой головки, то есть она находится на уровне самых высоких точек вращающихся ножей . Когда заготовка подается на станок, она ложится на свои самые высокие точки, и резцы срезают материал только с выпуклостей, оставляя плоскую поверхность . Последующие проходы постепенно удаляют все неровности, пока вся поверхность не станет идеально плоской. Этот процесс позволяет исправлять различные дефекты древесины, такие как изгиб , коробление , скручивание и волнистость .
Например, для исправления коробления доску необходимо ориентировать так, чтобы вогнутая часть лежала на столах, чтобы обеспечить стабильность во время подачи . Таким образом, фуганок не создает плоскость с нуля, а выравнивает существующую, используя принцип "срезания вершин".
Вторая ключевая функция фуганка — это создание строго перпендикулярной кромки к базе (пласти) . После того как одна сторона доски была отфугована и стала идеально плоской, пласть (база) заготовки прижимается этой только что сформированной плоскостью к вертикальному упору . Упор можно точно отрегулировать, чтобы он был строго под углом 90 градусов к столам фуганка . При проходе доски над резцовой головкой упор обеспечивает точное направление, в результате чего получается идеальная кромка под 90 градусов к базовой плоскости. Эта кромка становится второй референц-поверхностью, которая, в сочетании с плоской стороной, позволяет с высокой точностью резать доску на нужную ширину на настольной пиле, гарантируя, что новые кромки будут параллельны друг другу . Кроме того, фуганок можно использовать для снятия фасок , канавок и трапециевидных срезов , используя упор для управления углом реза .
Хотя фуганок является точным инструментом, он имеет ряд ограничений. Главное из них — он не может гарантировать, что противоположная сторона доски будет параллельна той, что была отфугована . Если попытаться отфуговать вторую сторону, результатом будет доска, которая может быть толще на одном конце, чем на другом, что делает ее непригодной для многих проектов .
Фуганок не предназначен для точного контроля толщины; его основная цель — форма, а не размер .
Также существуют ограничения по размеру: стандартные фуганки рассчитаны на обработку досок определенной ширины (равную примерно длине ножевого вала), и попытка обработать более широкую доску приведет к тому, что центральная часть останется необработанной . Для таких случаев существуют альтернативные методы, такие как разрезание доски на более узкие части перед обработкой или использование специальных приспособлений .
Безопасность при работе с фуганком имеет первостепенное значение. Из-за расположения резцовой головки в базе станка и высокой скорости вращения ножей, существует значительный риск травмы
Я вообще считаю фуговальный станок самым опасным инструментом мастерской.
Основные правила безопасности включают использование специальных толкателей для подачи заготовки, чтобы руки всегда находились в безопасной зоне, вне досягаемости ножей . Необходимо всегда использовать защитные экраны, предусмотренные конструкцией станка, и никогда не убирать их, кроме как для выполнения специфических операций . Работа должна производиться в соответствии с направлением волокон древесины, чтобы избежать отслаивания слоев и потенциально опасного отскока заготовки (kickback) . Техника подачи также играет важную роль: необходимо начинать подачу, оказывая давление на входной стол, и по мере того, как ножи начинают срезать материал, плавно переносить давление на выходной стол, чтобы поддерживать заготовку в контакте с обеими поверхностями. Неправильная техника может привести к появлению волн на поверхности, неравномерному снятию древесины или даже к повреждению станка и заготовки.
Таким образом, фуганок является фундаментальным инструментом, который создает основу для всего дальнейшего процесса обработки древесины. Он не столько изменяет размеры заготовки, сколько формирует ее геометрию, создавая идеальные плоские и прямые поверхности, которые служат эталоном для всех последующих операций. Без этого первого шага было бы невозможно достичь высокой точности и качества, требуемых в современной столярной практике.
Ключевое различие и строгая последовательность использования инструментов
Ключевое различие между рейсмусовым станком и фуганком заключается не в том, что один лучше другого, а в том, что они решают абсолютно разные, хотя и взаимосвязанные, задачи. Они не являются взаимозаменяемыми; скорее, они являются партнерами, чья совместная работа обеспечивает максимальный контроль над геометрией древесины. Понимание этой разницы и принятие строгой последовательности их использования — это фундаментальный принцип современной деревообработки, который отделяет профессиональные результаты от случайных. Основное различие можно свести к следующему: фуганок создает "форму" (идеально плоскую и прямую поверхность), а рейсмусовый станок создает "размер" (параллельную поверхность и точную толщину) .
Фуганок предназначен для работы с уже имеющимися поверхностями. Его механическая конструкция позволяет ему "читать" кривизну доски и срезать высокие точки, создавая новую, идеально плоскую поверхность на основе старой . Он не имеет никакой информации о том, какова должна быть толщина доски, и не может гарантировать, что противоположная сторона будет параллельна обработанной. Если попытаться использовать фуганок для достижения нужной толщины, результатом будет доска правильной формы, но с переменной толщиной, которая будет толще на одном конце и тоньше на другом. Его сила — в формировании эталонных поверхностей.
Рейсмусовый станок, напротив, работает на основе принципа референц-поверхности (базы). Его единственная задача — сделать вторую сторону доски параллельной и равноценной той, что уже лежит на его рабочем столе . Он не имеет возможности исправить кривизну. Его сила — в точном контроле размеров. Он не может создать плоскость с нуля, он может только повторить имеющуюся форму, сделав ее тоньше.
Эти различия порождают единственно верную последовательность операций: фуганок должен использоваться первым, а рейсмусовый станок — вторым
Попытка обойти эту последовательность приведет к неудовлетворительному результату. Если попытаться использовать рейсмусовый станок первым на необработанной доске, результатом будет доска, которая будет иметь одинаковую толщину по всей длине, но при этом сохранит все свои первоначальные огрехи и неровности.