
Удлиненный резьбонарезной инструмент: назначение и специфика работы в глубоких отверстиях
Длинный метчик как резьбонарезной инструмент нужен для внутренней резьбы в глубоких, в т.ч. сквозных, отверстиях или труднодоступных местах.
Подготовка к операции: выбор сверла и резьбонарезного инструмента из быстрорежущей стали (HSS) под метрическую резьбу
Качественное нарезание резьбы начинается с грамотной подготовки. Для метрической резьбы, характеризуемой диаметром и шагом (например, M8x1.25), ключевым этапом является точный подбор сверла и самого инструмента.
Расчет отверстия
Диаметр сверла под резьбу определяется по формуле: Номинальный диаметр минус шаг резьбы. Для M8x1.25 это будет 8 ⎼ 1.25 = 6.75 мм (в таблицах обычно указывается 6.8 мм). Отклонение от этого значения приведет к неполноценному профилю или к заклиниванию и поломке метчика.
Выбор инструмента
Для глубоких отверстий используется специальный длинный метчик. При его выборе важно обратить внимание на материал. Оптимальным для большинства задач по обработке металла является резьбонарезной инструмент из быстрорежущей стали (HSS). Этот материал обладает высокой твердостью и износостойкостью, что критично для получения чистой резьбы. Убедитесь, что маркировка на хвостовике (например, 'HSS M8') и шаг резьбы на его режущей части соответствуют техническому заданию. Инструмент должен быть острым, без дефектов.
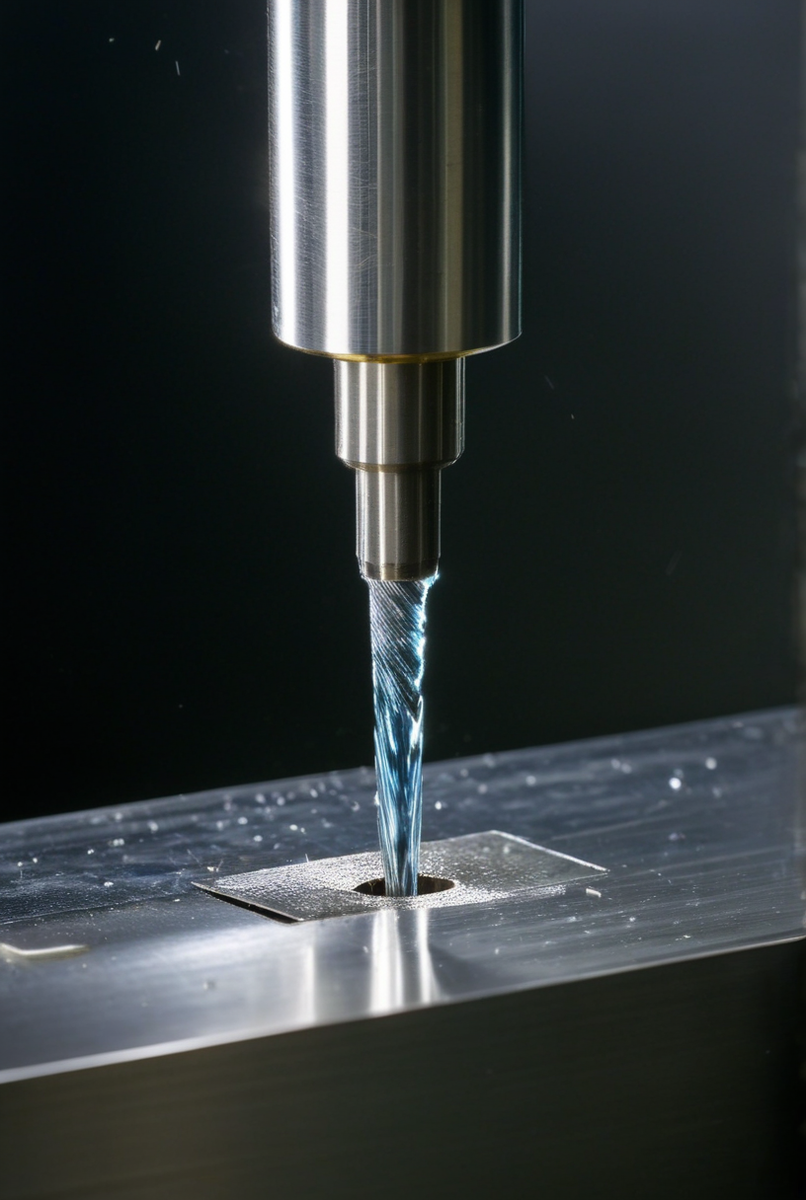
Технология нарезания: правильное удаление стружки и использование смазочно-охлаждающей жидкости (СОЖ) для сквозных отверстий
Правильная технология нарезания в глубоких отверстиях является залогом получения качественной резьбы и сохранения целостности инструмента. Два ключевых фактора успеха — это своевременное удаление стружки и постоянное применение смазки.
Роль смазочно-охлаждающей жидкости
Использование смазочно-охлаждающей жидкости (СОЖ) является обязательным. Она значительно снижает трение на рабочей части инструмента, эффективно охлаждает зону резания и помогает вымывать стружку из винтовых канавок. Для стали обычно используют специальные эмульсии или сульфофрезол, для алюминия — керосин. Подача СОЖ должна быть непрерывной на протяжении всего процесса нарезания резьбы.
Техника резания и контроль стружки
При работе с длинным метчиком в сквозном отверстии важно контролировать процесс образования стружки. Классический ручной метод: 1.5-2 оборота по часовой стрелке (резание), затем 0.5 оборота против часовой стрелки (дробление стружки). Этот цикл повторяется, позволяя стружке ломаться на мелкие сегменты и выходить через канавки. Игнорирование этого правила приводит к заклиниванию и поломке метчика. Для сквозных отверстий идеально подходят метчики, которые гонят стружку вперед, очищая путь для инструмента.
Ручной и машинный метчик: обработка металла на токарном или сверлильном станке и работа с воротком в труднодоступных местах
Выбор между ручным и машинным способом нарезания резьбы зависит от производственных задач, доступного оборудования и геометрии детали. Длинный метчик может быть как ручным, так и машинным, что расширяет его область применения.
Машинный метчик, установленный в патрон токарного или сверлильного станка, обеспечивает максимальную производительность и точность резьбы. Станок гарантирует строгую соосность инструмента и отверстия, что критически важно для ответственных соединений. Такой способ обработки металла незаменим в серийном производстве, где длинный метчик позволяет автоматизировать нарезание резьбы в глубоко расположенных элементах корпусных деталей.
Ручной метчик, закрепляемый в специальном метчикодержателе (воротке), применяется при ремонте резьбы, в полевых условиях или при работе в труднодоступных местах, куда невозможно подвести станочное оборудование. Удлиненный хвостовик инструмента позволяет вращать вороток на значительном удалении от обрабатываемой поверхности, обходя препятствия. Главная сложность — удержание перпендикулярности, что требует от оператора высокой квалификации.
Контроль точности резьбы с помощью калибр-пробки: как избежать поломки метчика и выполнить ремонт резьбы в корпусных деталях
Финальным и критически важным этапом после нарезания резьбы является проверка ее геометрических параметров. Высокая точность резьбы — это залог надежности соединения, особенно в ответственных корпусных деталях. Основным инструментом для этого служит резьбовой калибр-пробка. Он имеет две рабочие стороны для комплексной оценки внутренней резьбы:
- Проходная сторона (ПР): должна без чрезмерных усилий ввинчиваться по всей длине резьбового отверстия.
- Непроходная сторона (НЕ): не должна ввинчиваться более чем на полтора-два витка.
Правильное применение калибра позволяет предотвратить серьезные проблемы. Если проходная сторона не входит, это сигнализирует о высоком риске заклинивания крепежа и, что еще хуже, вероятной поломке метчика при попытке исправить ситуацию. Извлечение обломка из глубокого отверстия — крайне трудоемкая операция; Если же непроходная сторона калибра свободно проходит, резьба считается браком и не обеспечит необходимой прочности. В таких случаях, как и при износе старой резьбы, производят ремонт резьбы, часто с установкой резьбовых вставок.
FAQ: Вопрос ответ
В чем основное преимущество длинного метчика?
Главное преимущество — доступ. Длинный метчик обладает удлиненным хвостовиком, что позволяет его рабочей части достигать дна глубокого отверстия или работать в труднодоступных местах. Это незаменимый резьбонарезной инструмент при обработке металла в сложных корпусных деталях, где стандартный инструмент просто не достанет до места нарезания резьбы. Он обеспечивает возможность создания внутренней резьбы там, где это невозможно с обычным оснащением.
В чем разница между ручным и машинным метчиком для глубоких отверстий?
Машинный метчик, как правило, однопроходный, имеет более пологую заборную часть и геометрию канавок, оптимизированную для непрерывного резания и эффективного удаления стружки на токарном или сверлильном станке. Ручной метчик часто поставляется комплектом (черновой, чистовой) и требует периодического реверса (обратного хода) для слома стружки. Использование ручного метчика в станке может привести к его быстрой поломке.
Почему для длинного метчика из быстрорежущей стали (HSS) так важна СОЖ?
При работе в глубоком отверстии трение и нагрев значительно возрастают. Смазочно-охлаждающая жидкость (СОЖ) критически важна, так как она охлаждает инструмент из быстрорежущей стали (HSS), сохраняя его режущие свойства, и, что самое главное, вымывает стружку из канавок. Без обильной подачи СОЖ стружка забивает инструмент, что почти гарантированно приводит к заклиниванию и поломке метчика, извлечение которого, очень сложная задача.
Как правильно подготовить отверстие под метрическую резьбу?
Ключевой этап — это правильный выбор диаметра сверла под резьбу. Он рассчитывается по формуле: номинальный диаметр метрической резьбы минус ее шаг резьбы (например, для M10x1.5 сверло будет 10 ౼ 1.5 = 8.5 мм). Слишком маленькое отверстие приведет к поломке инструмента, а слишком большое — к неполному, прослабленному профилю резьбы, который не пройдет контроль калибр-пробкой.
Что такое ремонт резьбы и когда он необходим?
Ремонт резьбы — это процесс восстановления поврежденной или изношенной внутренней резьбы. Он необходим, если резьба сорвана, повреждена коррозией или после неудачного извлечения сломанного инструмента. Технология обычно включает рассверливание старого отверстия на больший диаметр, нарезание резьбы большего размера и установку специальной резьбовой вставки (футорки), которая возвращает отверстию первоначальный размер резьбы.
Чем отличается удаление стружки у длинного метчика в сквозном и глухом отверстии?
Технология нарезания кардинально отличается. Для сквозного отверстия идеально подходит длинный метчик с прямыми канавками, который гонит стружку вперед по ходу движения, выбрасывая ее с обратной стороны детали. Это обеспечивает чистое удаление стружки и снижает риск заклинивания. Для глухих отверстий, напротив, необходим резьбонарезной инструмент с винтовыми канавками, которые, как сверло, выводят стружку назад, из отверстия. Использование метчика не по назначению, главная причина поломки метчика.
Можно ли использовать любой вороток для ручного нарезания резьбы длинным метчиком?
Хотя любой метчикодержатель (вороток), подходящий по размеру к квадратному хвостовику, формально можно использовать, для длинных инструментов это не рекомендуется. Длинный рычаг стандартного воротка провоцирует перекос. Оптимальным выбором является Т-образный метчикодержатель, который позволяет прикладывать усилие строго по оси, что критически важно для сохранения перпендикулярности в глубоком отверстии и обеспечения высокой точности резьбы, особенно при работе в труднодоступных местах.
Каковы главные причины поломки метчика из стали HSS в глубоком отверстии?
Помимо очевидного неправильного выбора диаметра сверла под резьбу, существует три ключевые причины. Первая — забивание канавок стружкой из-за нерегулярного реверса (обратных движений). Вторая — отсутствие или недостаточное количество смазочно-охлаждающей жидкости (СОЖ), что вызывает перегрев инструмента из быстрорежущей стали (HSS) и его «прихват» к детали. Третья — малейший перекос инструмента на входе, который многократно усиливается по мере углубления и создает критическое боковое напряжение на рабочей части.
Возможно ли выполнить качественный ремонт резьбы в особо глубоких корпусных деталях?
Да, это возможно, но требует специального оснащения. Операция ремонта резьбы в таких условиях включает использование удлиненных сверл для подготовки отверстия, специальных длинных метчиков для нарезания ремонтной резьбы и удлиненных инструментов для установки резьбовой вставки. Весь процесс должен выполняться на сверлильном станке для обеспечения соосности. Контроль финальной внутренней резьбы при помощи калибр-пробки также обязателен для подтверждения качества ремонта ответственной корпусной детали.
Почему на станке для глубоких отверстий предпочтительнее машинный метчик, а не комплект ручных?
Машинный метчик спроектирован для выполнения всей операции за один проход, что идеально для токарного или сверлильного станка. Его геометрия оптимизирована для непрерывной обработки металла и эффективного отвода стружки на высоких скоростях. Использование комплекта ручных метчиков на станке неэффективно и рискованно: каждая смена инструмента (с чернового на чистовой) создает риск не попасть в уже нарезанные витки, что приведет к порче резьбы или поломке инструмента.