
Специалисты Инжиниринговой Компании «2К» расскажут сегодня как проводится экспертиза качества сварных швов. Это комплексный процесс, направленный на оценку соответствия сварных соединений установленным требованиям нормативно-технической документации (НТД). Это критически важный этап для обеспечения надежности и безопасности любых сварных конструкций.
Предлагаем ознакомиться с руководством по экспертизе качества сварных швов.
1. Цели и Задачи Экспертизы
Обеспечение прочности и надежности изделия. Её главная цель — убедиться, что шов выдержит проектные нагрузки, служит для предупреждения аварий, что особенно важно для ответственных объектов (сосуды под давлением, трубопроводы, мосты, несущие металлоконструкции). Проверка того, что швы соответствуют чертежам, стандартам (ГОСТ, ISO, ASME и др.) и техническим регламентам. Выявление дефектов: Обнаружение и классификация внутренних и внешних несплошностей. Оценка квалификации сварщиков: Часто экспертиза швов является частью аттестации сварщиков и технологий.
2. Основные Этапы Проведения Экспертизы
Экспертиза проводится в три основных этапа:
Этап 1: Подготовительный. Изучение документации: Анализ проектной документации, чертежей, технологических карт на сварку (ТК), сертификатов на основные и сварочные материалы. Визуальный осмотр и замеры: Проверка подготовки кромок, сборки конструкции, зазоров, притупления кромок. Проверка оборудования: Оценка исправности и калибровки сварочного оборудования.
Этап 2: Проверка в процессе сварки (Текущий контроль). Контроль режимов сварки: Проверка сварочного тока, напряжения, скорости сварки, температуры подогрева. Контроль соблюдения технологии: Соблюдение последовательности наложения валиков, межпроходная очистка и т.д. Визуальный осмотр каждого прохода (корня, заполняющих и облицовочных слоев).
Этап 3: Контроль готового сварного соединения (Приемочный контроль). Это самый важный этап, который включает в себя комплекс методов контроля.
3. Методы контроля качества сварных швов
Методы делятся на две большие группы: разрушающие и неразрушающие.
A. Неразрушающие методы контроля (НК)
Данный метод используются для проверки готовых швов без их повреждения. Это основные методы экспертизы швов.
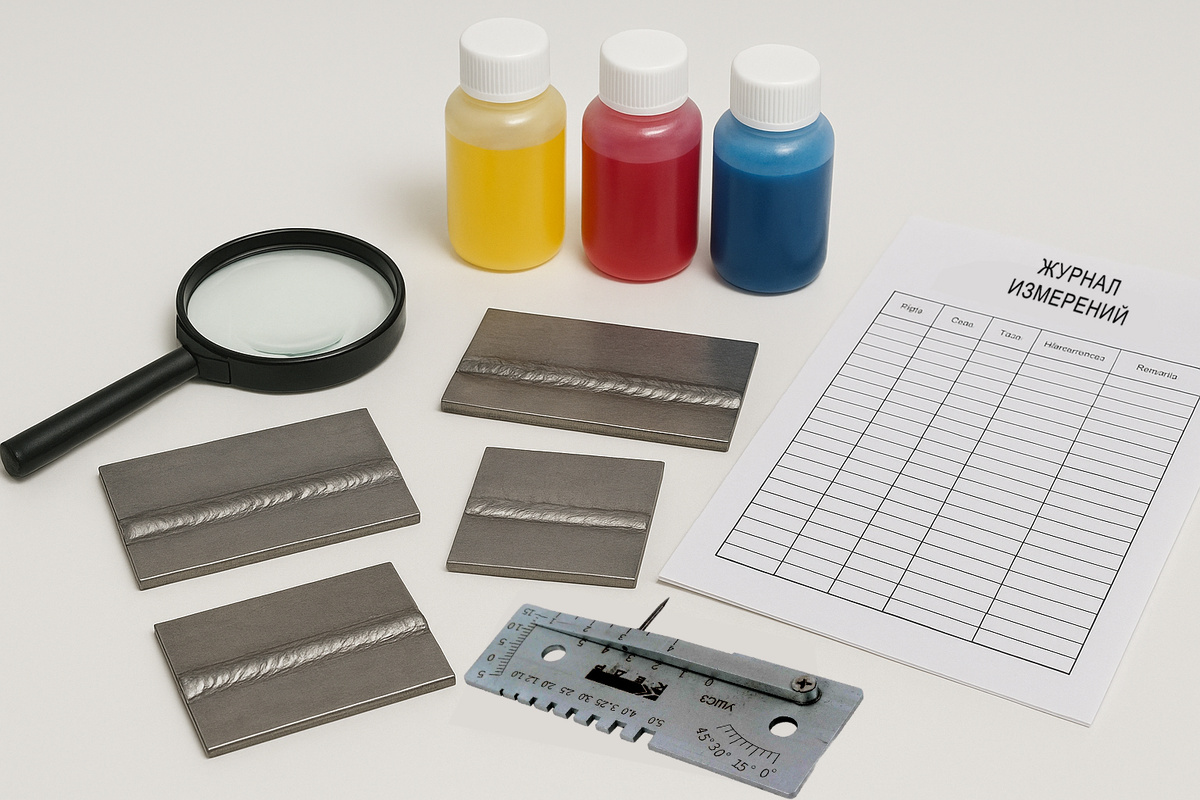
- визуальный и измерительный контроль (ВИК). Проверяются наружные дефекты (подрезы, наплывы, поры, трещины на поверхности), геометрические размеры швов (высота, ширина, равномерность). Для проведения данных методов контроля используется лупа, шаблоны сварщика (УШС), рулетка, штангенциркуль, линейка. Это обязательный, первоочередной метод. Если ВИК не пройден, дальнейший контроль часто бессмыслен.
- капиллярный контроль (дефектоскопия - penetrant testing) — это техника неразрушающего контроля, использующая способность жидкостей проникать в микроскопические дефекты поверхности и делать их заметными благодаря контрастному отображению. Технические устройства, эксплуатируемые на объектах с повышенной опасностью, подлежат обязательной проверке на промышленную безопасность. Программа такой проверки разрабатывается специализированными организациями, согласуется с Заказчиком и утверждается руководством. Важной частью этой программы является техническая диагностика, которая оценивает состояние оборудования и включает этапы неразрушающего контроля. Капиллярный контроль позволяет обнаружить трещины, расслоения и другие дефекты на поверхности или на небольшой глубине. При выявлении подозрительных участков проводится дополнительная проверка с использованием других методов неразрушающего контроля, таких как ультразвуковой, магнитопорошковый или контроль с проникающими веществами. Капиллярный контроль широко применяется в лабораториях благодаря своей способности выявлять дефекты, которые невозможно заметить визуально. Методы капиллярного контроля делятся на основные, использующие капиллярные явления, и комбинированные, сочетающие несколько различных методов, включая капиллярный контроль. Капиллярная дефектоскопия работает на принципе капиллярного проникновения специальных жидкостей в микрополости изделия, что увеличивает контрастность дефектов. Этот метод позволяет обнаружить мелкие поверхностные и сквозные дефекты, такие как трещины, поры, раковины и другие, определяя их местоположение и размеры. Индикаторные жидкости, проникающие в дефекты, создают следы, которые затем регистрируются визуально или с помощью специальных устройств. Применение капиллярной дефектоскопии регламентируется ГОСТ 18442-80 «Контроль неразрушающий»;
- ультразвуковой контроль (УЗК - ultrasonic testing). Проверяет внутренние дефекты (трещины, непровары, шлаковые включения, поры). Специальный датчик генерирует ультразвуковые волны, которые отражаются от дефектов. Отраженный сигнал анализируется оператором. В чем преимущество данного метода? Это высокая чувствительность, возможность определить размер и глубину залегания дефекта. Но у данного метода есть недостаток, для него требуется высокой квалификации оператор;
- радиографический контроль (РК - radiographic testing). Проверяет внутренние дефекты. Дает наглядное изображение. Шов просвечивается рентгеновскими или гамма-лучами. Дефекты видны на снимке (пленке или цифровом детекторе) как затемнения. Преимущество: Объективность и документальное подтверждение (снимок). Недостаток: Требует мер радиационной безопасности, дороже УЗК;
- магнитопорошковый контроль (МПК - magnetic particle testing). Что проверяет: Поверхностные и подповерхностные дефекты. Суть: Деталь намагничивается, на поверхность наносится ферромагнитный порошок. В местах дефектов магнитное поле искажается, и порошок скапливается, образуя видимый рисунок. Важно: Применяется только для ферромагнитных материалов (стали, чугуны).
B. Разрушающие методы контроля (испытания)
Используются выборочно на специально сваренных образцах-свидетелях или, в исключительных случаях, на самом изделии.
- механические испытания: Определение прочности, пластичности и ударной вязкости (растяжение, изгиб, удар);
- металлографические исследования: Изучение макро- и микроструктуры шва и зоны термического влияния (ЗТВ) под микроскопом. Выявляет непровар, поры, структуру металла;
- испытания на сплошность: Испытания на герметичность (например, керосином, воздухом под давлением для сосудов и трубопроводов).
4. Классификация и Приемка Дефектов
Не каждый дефект является браком. Экспертиза определяет:
- вид дефекта: трещина, пора, непровар, подрез и т.д.;
- размеры дефекта: длина, ширина, глубина;
- расположение: на поверхности, внутри, в корне шва.
Полученные данные сравниваются с допусками, указанными в нормативных документах (например, ГОСТ Р ИСО 5817 для стальных швов). На основе этого выносится вердикт:
- шов принят;
- шов требует исправления (зачистки, подварки);
- шов забракован (с последующей вырезкой дефектного участка и переваркой).
5. Кто проводит экспертизу?
В ней участвуют специалисты по неразрушающему контролю (дефектоскописты), имеющие соответствующие удостоверения и аттестацию (например, по правилам СРО или Национального агентства контроля и сварки - НАКС в России). Также инженеры-технологи по сварке. В экспертизе могут участвовать независимые экспертные и лабораторные центры, аккредитованные на проведение данных работ.
Заключение
По мнению Инжиниринговой Компании «2К» экспертиза качества сварных швов — это не просто формальность, а строгая, регламентированная система оценки, которая является залогом долговечности и безопасности любой сварной конструкции. Выбор методов и строгость контроля напрямую зависят от ответственности объекта, условий его эксплуатации и регламентирующих документов.
127055, г. Москва, улица Бутырский вал, д.68/70, стр.2
- Офисный телефон: +7 (495) 626-30-40;
10 линий, единый телефон офиса, старший секретарь Анна - Мобильные телефоны: +7 (910) 002-82-30; +7 (985) 154-79-60;
+7 (985) 457-03-79
Коллеги, подпишетесь на канал Инжиниринговой Компании «2К». ВЫ всегда будете получать практические советы по промышленному и гражданскому строительству. Мы разбираем и простые и сложные вопросы строительства, однако за частую именно простые вопросы требуют полного разъяснения!
Читайте также наши материалы:
#сварка #контролькачества #инжиниринговаякомпания #дефектоскопия #неразрушающийконтроль #ультразвуковойконтроль #радиографическийконтроль #магнитопорошковыйконтроль #капиллярныйконтроль #визуальныйконтроль #сварныешвы #экспертизасварки #качестворабот #техническаядиагностика #металлоконструкции #инженерныйнадзор #производственныйконтроль #строительнаяэкспертиза #промышленнаябезопасность #инжиниринговаякомпания2к