Торцевой индикатор часового типа: устройство, характеристики и сфера применения измерительного прибора
Индикатор часового типа — это прецизионный измерительный прибор, являющийся основой точного контроля в машиностроении и металлообработке на токарном или фрезерном станке.
Рычажно-зубчатый механизм измерительной головки: циферблат, измерительный наконечник (щуп), цена деления в микрон, точность измерения и погрешность по ГОСТ
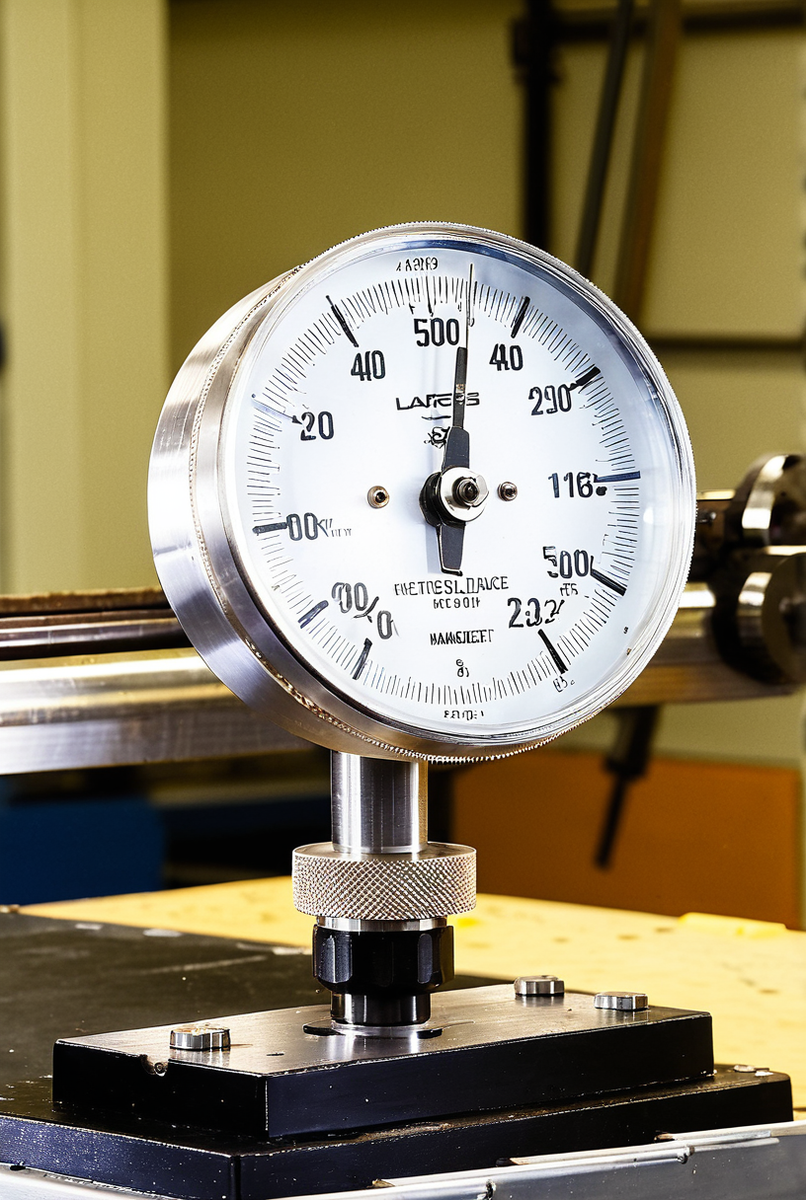
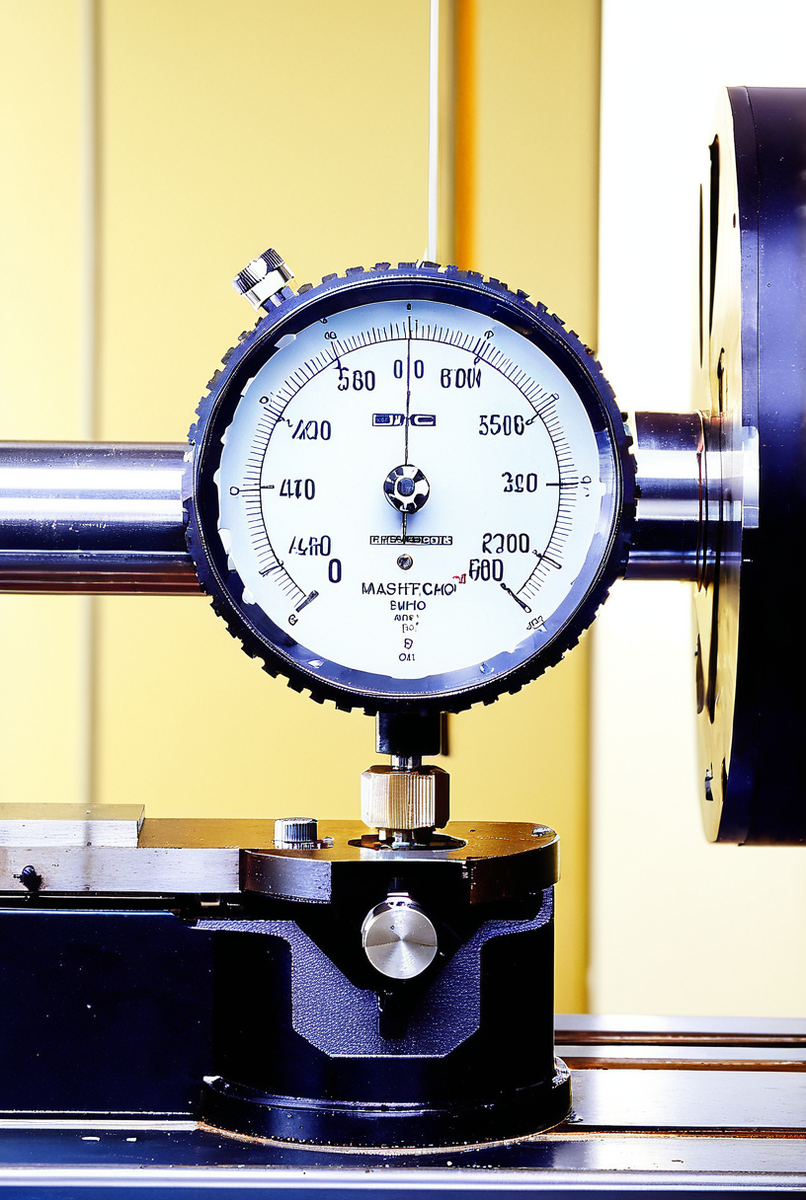
В основе функционирования любого индикатора лежит его высокоточная измерительная головка, внутри которой расположен прецизионный рычажно-зубчатый механизм. Именно эта система отвечает за многократное усиление и преобразование малых линейных перемещений, которые улавливает измерительный наконечник. Этот щуп, касаясь контролируемой детали, передает свое движение на систему рычагов и зубчатых колес, что в итоге заставляет стрелку поворачиваться на большой угол на шкале, которую имеет циферблат.
Одной из главных метрологических характеристик являеться цена деления. Она показывает, какому линейному перемещению щупа соответствует поворот стрелки на одно деление шкалы. Стандартное значение — 0.01 мм, однако в задачах, требующих высочайшей прецизионности, применяются приборы, где цена деления составляет всего один микрон (0.001 мм).
Этот параметр напрямую определяет возможную точность измерения. Чем меньше цена деления, тем более незначительные отклонения формы или расположения поверхностей можно обнаружить. При этом важно понимать, что каждый измерительный прибор обладает своей погрешностью. Предельно допустимая погрешность для индикаторов часового типа строго регламентируется стандартами, например, ГОСТ 577-68. Этот документ устанавливает классы точности и максимальные отклонения для всего диапазона измерений, обеспечивая взаимозаменяемость и качество в машиностроении.
Подготовка к работе: калибровка, поверка, установка на ноль и крепление на магнитную стойку для выполнения относительных измерений
Для обеспечения достоверности показаний каждый измерительный прибор перед использованием требует тщательной подготовки. Важнейшими процедурами являются периодическая поверка, которая подтверждает соответствие инструмента метрологическим нормам ГОСТ, и калибровка, служащая для устранения накопленной погрешности. Без этих этапов точность измерения не может быть гарантирована.
Надежное крепление индикатора — залог успеха. Для этого применяется специальный штатив, а в условиях цеха — универсальная магнитная стойка. Она позволяет жестко зафиксировать прибор на станине станка, исключая вибрации и случайные смещения. После фиксации выполняется установка на ноль. Измерительный наконечник (щуп) приводят в контакт с базовой или эталонной поверхностью, создают небольшой преднатяг и поворотом лимба совмещают стрелку с нулевым делением на шкале. Именно эта операция делает возможными относительные измерения, при которых прибор показывает не абсолютный размер, а лишь отклонение от заданной нулевой точки с точностью до долей миллиметра или даже в микрон.
Применение в машиностроении и металлообработке: центровка детали и выставление по индикатору на токарном или фрезерном станке
В области машиностроения и точной металлообработки индикатор часового типа является незаменимым инструментом для подготовительных операций. Ключевая из них, центровка детали, особенно на токарном станке. Этот процесс, именуемый «выставление по индикатору», обеспечивает совпадение оси вращения заготовки с осью шпинделя. Для этого измерительный прибор крепится на магнитной стойке, а его щуп контактирует с поверхностью детали. Вращая патрон, оператор наблюдает за движением стрелки на циферблате и корректирует положение заготовки, добиваясь минимального отклонения. От качества этой процедуры напрямую зависит точность будущей детали и отсутствие вибраций.
На фрезерном станке задачи схожи по своей сути, но различны в исполнении. Здесь индикатор часто используется для выверки параллельности тисков относительно направления подачи. Закрепленный в шпинделе, он позволяет, отслеживая показания при перемещении стола, идеально выровнять оснастку. Точное перемещение шпинделя вдоль выверенной губки тисков, подтвержденное нулевым отклонением на индикаторе, является залогом получения правильной геометрии и перпендикулярности всех последующих операций по обработке металла.
Ключевые измерительные операции: контроль соосности, проверка перпендикулярности, измерение биения вала (радиальное биение, осевое биение) и контроль поверхности на отклонение от плоскостности
Этот универсальный измерительный прибор позволяет выполнять целый спектр контрольных операций, выходящих за рамки простой центровки.
Ключевой задачей является контроль соосности различных цилиндрических поверхностей. Для нее измерительный наконечник прибора упирают в проверяемую поверхность, и при медленном вращении детали на циферблате отслеживают изменение показаний, которое характеризует величину смещения осей.
Аналогично проводится проверка перпендикулярности, например, торца детали к ее оси вращения. В этом случае щуп контактирует с торцевой поверхностью, и измерение по сути сводится к определению торцевого или осевого биения.
Наиболее часто индикатор часового типа используется для определения критической характеристики биение вала. Различают два основных вида:
- Радиальное биение — щуп касается образующей цилиндра вала; его показания при вращении детали отражают некруглость профиля и смещение оси.
- Осевое биение — щуп упирается в торец; измеряется «качание» плоскости торца, что говорит о ее неперпендикулярности оси вращения.
Кроме того, прибор незаменим для детального исследования геометрии. Выполняется контроль поверхности путем перемещения индикатора по ней для выявления локальных дефектов и определяется общее отклонение от плоскостности с точностью до одного микрон.
FAQ: Вопрос ответ
В чем ключевое отличие индикатора часового типа от рычажного (ИРБ)?
Главное различие кроется в направлении измеряемого перемещения. У стандартного индикатора часового типа (ИЧ) измерительный наконечник движется строго линейно, параллельно оси прибора (осевое перемещение шпинделя). Это делает его идеальным для измерения глубины или контроля такого параметра, как осевое биение. У рычажного индикатора щуп закреплен на рычаге и отклоняется по дуге, что позволяет измерять отклонения, перпендикулярные оси прибора. Такая конструкция незаменима в стесненных условиях, например, при выставлении по индикатору тисков на фрезерном станке или для контроля соосности внутренних поверхностей, где прямой доступ для ИЧ невозможен.
Почему при установке на ноль всегда создают «преднатяг»?
Установка на ноль с преднатягом (обычно в пределах одного оборота стрелки) — это обязательная процедура для обеспечения высокой точности. Она решает две задачи. Во-первых, создается постоянное усилие, прижимающее измерительный наконечник к детали, что исключает потерю контакта. Во-вторых, и это главное, преднатяг полностью выбирает все микроскопические зазоры и люфты в сложном рычажно-зубчатом механизме измерительной головки. Без этого прибор не сможет адекватно реагировать на отклонения в обе стороны от нуля, что приведет к значительной погрешности и сделает невозможными точные относительные измерения с ценой деления в микрон.
Может ли индикатор заменить микрометр или штангенциркуль?
Нет, это измерительный прибор с другим назначением. Микрометр и штангенциркуль измеряют абсолютные размеры, в то время как основная задача индикатора — относительные измерения. Его стихия — это контроль поверхности на отклонение от плоскостности, проверка биений (радиальное биение, осевое биение) и параллельности. В машиностроении и металлообработке эти инструменты не заменяют, а дополняют друг друга, решая различные измерительные задачи для достижения максимальной точности изделий.
Источник: https://tovaropediya.ru/articles?id=13808
Хотите рассказать всем о своем товаре или об опыте его использования?
На Товаропедии® доступно размещение полезных публикации/статей о товарах.
А в карточке товара Вы можете оставить свой отзыв о нем. Все это абсолютно бесплатно.
Присоединяйтесь, ведь Товаропедия® – народный ресурс!