Резьбомер (гребенка, резьбовой шаблон): введение в измерительный и слесарный инструмент для определения шага резьбы
Резьбомер (или гребенка), это базовый слесарный инструмент для измерения резьбы. Этот резьбовой шаблон служит для определения шага крепежа.
Метрический и дюймовый стандарт: как измерить шаг в миллиметрах и TPI (ниток на дюйм)
Основа работы с резьбомером — понимание двух стандартов: метрический и дюймовый. От этого зависит, как измерить шаг и какой щуп для резьбы выбрать. Определение шага в этих системах принципиально отличается.
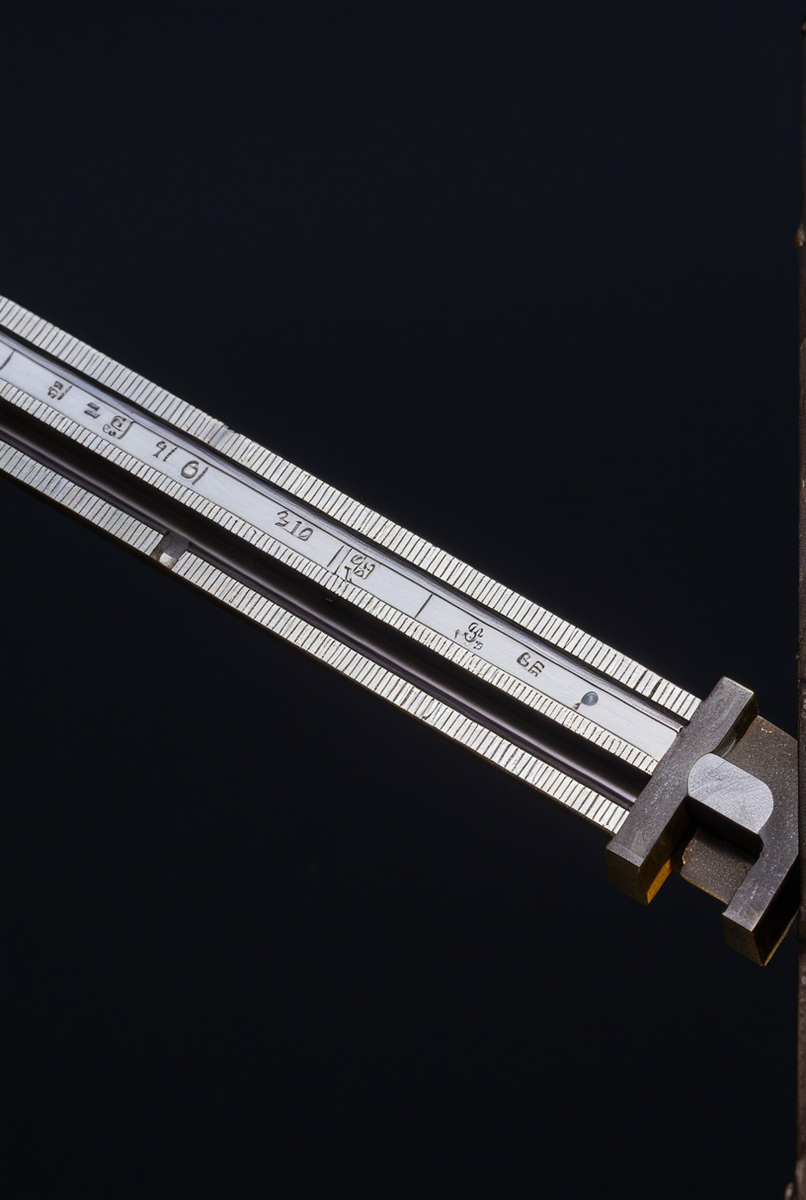
- Метрическая резьба: Ее главный параметр, шаг резьбы; Это расстояние между соседними вершинами витков в миллиметрах (мм). На пластинах метрической гребенки нанесена маркировка «0.75», «1.0», «1.5», прямо указывающая это значение.
- Дюймовая резьба: Здесь используется понятие TPI (Threads Per Inch) — ниток на дюйм. Это не расстояние, а количество витков на длине в один дюйм (25.4 мм). Маркировка на щупе «18» или «24» означает это количество. Чем выше TPI, тем резьба мельче.
Таким образом, для точного измерения резьбы важно сначала определить ее стандарт, а затем уже применять подходящий резьбовой шаблон из набора.
Практическое измерение резьбы: подбираем щуп для резьбы на болт, винт и гайку (наружная и внутренняя резьба)
Чтобы измерить шаг, нужно подобрать щуп. На наружную резьбу (болт, винт) шаблон прикладывают. Во внутреннюю резьбу (гайка) его вводят до полного совпадения.
Проверка резьбы на просвет: как правильно приложить шаблон для контроля профиля резьбы и угла профиля
Процесс определения шага не заканчивается, когда вы смогли подобрать щуп. Ключевой этап — это проверка резьбы методом на просвет, который подтверждает правильность выбора. Для этого нужно аккуратно приложить шаблон из набора к виткам. На наружную резьбу (болт или винт) гребенка прижимается сбоку, а во внутреннюю резьбу (гайка) щуп для резьбы вводится по оси.
После этого узел «щуп-резьба» подносится к источнику света. Полное отсутствие световых зазоров между зубьями шаблона и витками детали свидетельствует об идеальном совпадении. Это значит, что верно определен не только шаг резьбы, но и, что критически важно, профиль резьбы, включая его геометрию. Если же виден просвет, это сигнализирует об ошибке:
- Несовпадение по шагу: щуп будет либо качаться, либо прилегать неплотно.
- Неверный угол профиля: даже при правильном шаге появится клиновидный зазор у основания витков, что часто помогает отличить метрический стандарт от дюймового.
Этот метод является финальным этапом контроля, превращая резьбомер в точный измерительный инструмент.
Точность, калибровка и маркировка по ГОСТ: стандарты UNC, UNF и трубная резьба
Точность, ключевая характеристика для любого измерительного инструмента, и резьбомер не исключение. Хотя простая гребенка как слесарный инструмент не требует сложной калибровки, ее изготовление строго регламентируется стандартами, например, ГОСТ. Именно маркировка на каждом щупе (значение шага в миллиметрах или количество TPI) гарантирует соответствие эталонному профилю резьбы.
Помимо базового деления на метрический и дюймовый стандарты, существуют их важные разновидности. В дюймовой системе, унифицированной по стандарту Unified Thread Standard, распространены:
- UNC (Unified Coarse), резьба с крупным шагом (меньшее число ниток на дюйм).
- UNF (Unified Fine) — резьба с мелким шагом (большее TPI), для более точных соединений.
Отдельно стоит трубная резьба (стандарт G). Она тоже измеряется в дюймах, но ее размер не связан с диаметром напрямую. Главное ее отличие, иной угол профиля, равный 55° (вместо 60° у метрической и UNC/UNF). Это критично при проверке резьбы. Неверно подобранный резьбовой шаблон покажет заметный зазор на просвет, даже если шаг резьбы кажется подходящим.
FAQ: Вопрос ответ
Вопрос: Ни один щуп из набора не подходит идеально. Что делать?
Ответ: Сначала убедитесь, что вы проверили оба набора: метрический и дюймовый. Если щуп для резьбы "качается", значит его шаг меньше, если прилегает не по всей длине — больше. Проблема может быть в износе самой резьбы на детали (болт или гайка) или в том, что это нестандартная, например, специальная трубная резьба, требующая особого резьбового шаблона. Также проверьте сам измерительный инструмент на предмет повреждений.
Вопрос: Как быстро отличить метрический стандарт от дюймового, если нет маркировки?
Ответ: Ключевой метод — проверка резьбы на просвет. Приложите шаблон с известным шагом, например, 1.0 миллиметр; Если он не подходит, попробуйте дюймовый щуп со схожим шагом (например, 24 TPI, что примерно равно 1.06 мм). Разный угол профиля (60° у метрической и большинства дюймовых типа UNC/UNF, 55° у некоторых трубных) сразу выдаст себя клиновидным зазором у основания витков.
Вопрос: Можно ли использовать резьбомер для измерения резьбы с повреждениями?
Ответ: Да, но с оговорками. Как измерить шаг на поврежденном винте с наружной резьбой? Найдите наименее изношенный участок, обычно ближе к головке. Точность измерения будет ниже, но определение шага для подбора ответной детали все еще возможно. Для внутренней резьбы это сделать намного сложнее.
Вопрос: В чем разница между резьбомером и штангенциркулем при измерении шага?
Ответ: Штангенциркуль может лишь примерно измерить расстояние между вершинами, что крайне неточно. Резьбомер, также известный как гребенка, является полноценным резьбовым шаблоном. Он проверяет не только шаг резьбы, но и соответствие всего профиля резьбы, включая угол профиля, что критично для совместимости. Это специализированный слесарный инструмент, для которого калибровка не предусмотрена.
Вопрос: Что означает маркировка на щупах резьбомера?
Ответ: На щупах для метрической резьбы указан шаг резьбы в миллиметрах (например, "1.5", "2.0"). На дюймовых — количество ниток на дюйм или TPI (например, "18", "24 G" для трубной). Часто на наборах есть указание стандарта (M для метрической, G или W для дюймовой), что соответствует ГОСТ. Умение подобрать щуп по маркировке — базовый навык.
Вопрос: Можно ли с помощью резьбомера определить диаметр болта или гайки?
Ответ: Нет, это распространенное заблуждение. Резьбомер, также известный как гребенка или резьбовой шаблон, предназначен исключительно для одной задачи: определение шага резьбы. Он позволяет точно узнать шаг резьбы в миллиметрах для метрического стандарта или количество ниток на дюйм (TPI) для дюймового. Чтобы получить полную информацию о крепеже, например, для винта или гайки, необходимо выполнить два измерения: определить шаг резьбомером и измерить диаметр (наружная резьба или внутренняя резьба) с помощью другого измерительного инструмента, например, штангенциркуля. Полная маркировка резьбы всегда включает оба параметра.
Вопрос: Почему так важно хранить резьбовой шаблон в чистоте?
Ответ: Точность измерения резьбы напрямую зависит от чистоты инструмента и детали. Грязь или стружка, забившаяся в витки на болте или в щуп для резьбы, не позволит правильно приложить шаблон; Это приведет к появлению ложного зазора при проверке резьбы на просвет, и вы можете ошибочно подобрать щуп. Перед тем, как измерить шаг, всегда тщательно очищайте и наружную резьбу, и внутреннюю резьбу. Сам слесарный инструмент также должен быть чистым, чтобы зубцы гребенки плотно входили в профиль резьбы.
Вопрос: Существуют ли отдельные резьбомеры для стандартов UNC, UNF и трубной резьбы?
Ответ: Да, это важно понимать. Стандартный дюймовый набор обычно содержит шаблоны для самых ходовых резьб UNC (крупный шаг) и UNF (мелкий шаг). Однако трубная резьба (G или BSP), это отдельный стандарт. У нее не только свой ряд шагов (ниток на дюйм), но и принципиально иной угол профиля (55° вместо 60°). Использование неподходящего резьбомера приведет к неверному определению шага, так как на просвет будет виден явный зазор у основания витков. Для профессиональной работы с трубами нужен специальный щуп для резьбы с соответствующей маркировкой.
Вопрос: Требует ли резьбомер периодической калибровки по ГОСТ?
Ответ: В отличие от высокоточных приборов, резьбомер (гребенка) относится к классу эталонных шаблонов, а не измерительных средств. Его точность закладывается на заводе-изготовителе и не предполагает периодической калибровки. Главное — это его физическая целостность. Любой износ или повреждение зубцов делает щуп для резьбы непригодным для точного измерения резьбы.
Источник: https://tovaropediya.ru/articles?id=9584