Знания и творчество. Их сочетание довольно часто помогает инженерам найти выход из нестандартных ситуациях. Речь пойдет о лифтовом производстве, если точнее – об усовершенствовании сборки элементов ловителей кабины. Своим опытом в этом направлении делится ведущий инженер-технолог "Комплекс КАД" Денис Лазовский.
Ловитель отвечает за безопасность тех, кто находится внутри кабины лифта. Состоит он из нескольких элементов: колодки, двух щек и заклепочного соединения (четыре заклепки из стали с потайной головкой).
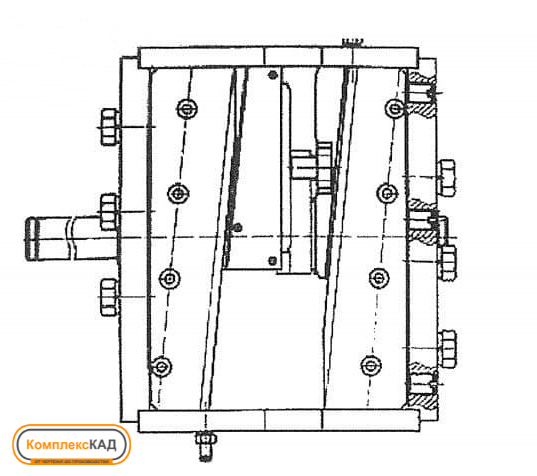
ВАЖНО: между щеками всегда должно быть расстояние определенной величины, а внешняя сторона – идеально ровная без выступа головок заклепок, заусенцев, забоин.
Трудность была в том, что клепали молотком, вручную. Потому периодически возникали недочеты и ухудшалось качество. Доводить дело до конца приходилось напильником. Потому и возникла идея механизации процесса.
Вариант с покупкой оборудования не рассматривался, так как бюджетом не предусмотрено. Альтернативой стал имеющийся гидравлический пресс. После изготовления простой оснастки и подготовки узла, была произведена первая попытка обжатия сразу всех четырех заклепок. Увы, результат не порадовал: гладкости добиться не удалось, головки заклепок выступали.
Эксперимент повторили с большим усилием и меньшим количеством заклепок: 20 тонн на две заклепки. И на сей раз неразъемное соединение получилось отличным – головки заклепок заподлицо с обеих сторон.
Следующий шаг – наладить процесс обжатия одновременно четырех заклепок. Для этого использовали гидравлический пресс уже на 40 тонн. Успешной оказалась первая попытка.
Технологию сразу же внедрили в производство. При минимальных затратах на механизацию процесса, удалось решить сразу две важные задачи: увеличена производительность процесса клепания и улучшено качество изготовления узла.
Автор: Екатерина Муха
Заявки на обратное проектирование, конструкторские и технологические работы размещайте на сайте
Обучим обратному проектированию в машиностроении на нашем курсе
Для консультаций по услугам звоните ☎ +7 (495) 127-72-03
С уважением, команда «Комплекс КАД»