
Инструментальная оснастка: роль оправки для крепления режущего инструмента в шпиндель станка с ЧПУ
Инструментальная оснастка — важнейший вспомогательный инструмент. Державка служит для крепления и точной передачи вращения от шпинделя станка с ЧПУ на режущий инструмент в металлообработке.
Основные типы конусов и их характеристики: конус BT, конус SK, HSK, ISO, конус Морзе согласно ГОСТ
Конусы 7:24: BT, SK, ISO
Самый распространенный тип для фрезерного станка. Крепление в шпинделе осуществляется за счет силы трения и натяжения, которое создает штревель.
- Конус BT: Японский стандарт (ГОСТ 25827-93, исп. 2), симметричный фланец обеспечивает отличную балансировку.
- Конус SK: Немецкий стандарт (DIN 69871), популярен в Европе, имеет паз для автоматической смены инструмента.
Конус ISO (DIN 2080) — старый стандарт с длинным хвостовиком для ручной смены.
Конус HSK (DIN 69893)
Полый хвостовик с конусностью 1:10. Обеспечивает контакт по конусу и торцу фланца одновременно. Это дает максимальную жесткость и точность, что критично для высокоскоростных обрабатывающих центров, так как минимизирует биение.
Конус Морзе (ГОСТ 25557-2016)
Самозаклинивающийся конус, используемый в сверлильных станках и задних бабках токарного станка. Не предназначен для фрезерных операций на станках с ЧПУ из-за риска выпадения при боковых нагрузках.
Виды оправок для зажима инструмента: патрон цанговый, термопатрон, гидропатрон, силовой патрон и сверлильный патрон
Для зажима инструмента в металлообработке применяют разные оправки: патрон цанговый, точные термопатрон и гидропатрон, мощный силовой патрон или простой сверлильный патрон.
Ключевые параметры выбора (точность, биение, балансировка, жесткость) и вспомогательный инструмент: державка, цанга, штревель
Когда вы решаете купить оправку, первостепенное значение имеют её характеристики. Точность и минимальное радиальное биение (в идеале до 0.003 мм) напрямую влияют на качество обработанной детали и срок службы режущего инструмента. Жесткость всей системы «державка-инструмент» обеспечивает отсутствие вибраций при силовых режимах, что критично для обрабатывающего центра.
Балансировка и вспомогательные элементы
Для высокоскоростной обработки (более 8000 об/мин) решающим фактором становится балансировка, класс которой (например, G2.5) указывает производитель. Дисбаланс вызывает вибрации, разрушающие шпиндель. Эффективность системы зависит и от такого элемента, как вспомогательный инструмент:
- Цанга: сменная втулка, осуществляющая зажим инструмента в патроне.
- Штревель: специальный винт, отвечающий за крепление оправки в шпинделе станка.
Эти компоненты в совокупности определяют итоговую производительность.
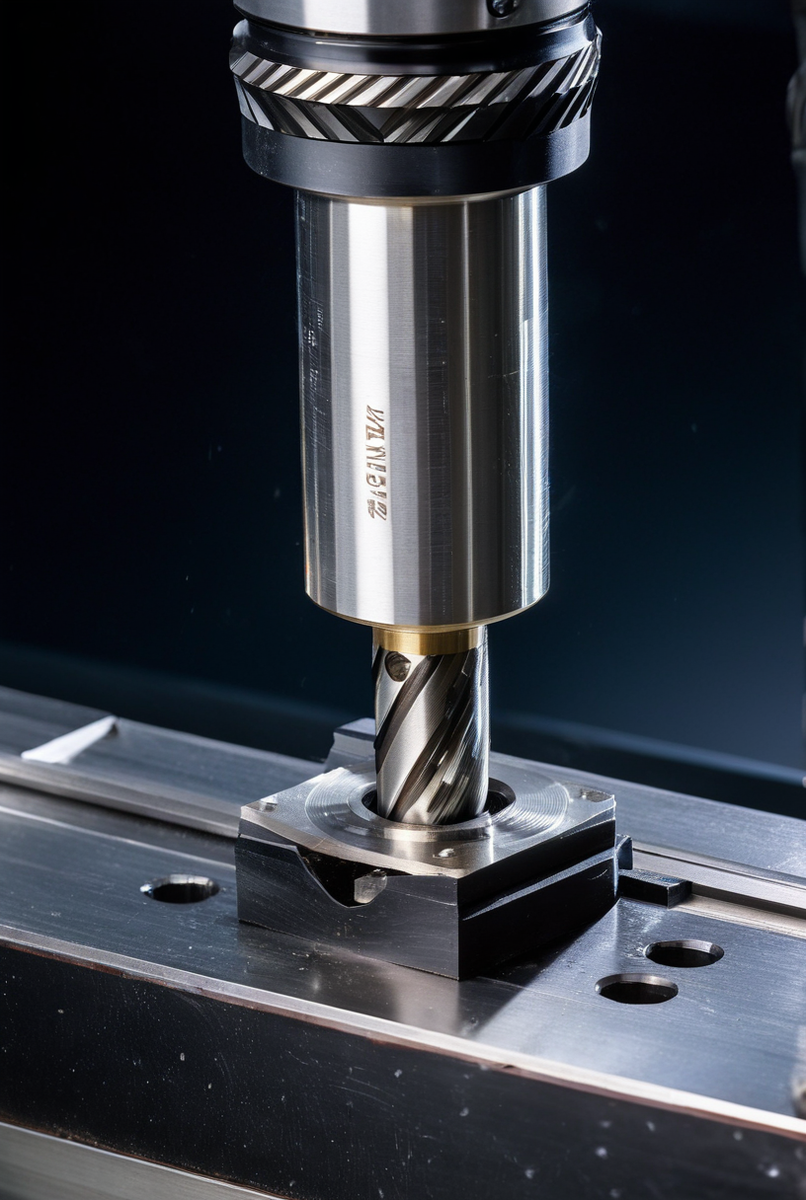
Применение в металлообработке на оборудовании (фрезерный станок, токарный станок, обрабатывающий центр) для фиксации хвостовика фрезы, сверла или метчика в посадочное отверстие
В процессе металлообработки оправка является связующим звеном между станком и инструментом. Она обеспечивает точное и жесткое крепление.
Применение на оборудовании с ЧПУ
- На фрезерном станке или обрабатывающем центре в посадочное отверстие патрона устанавливается хвостовик инструмента. Так, концевая фреза зажимается в силовой или патрон цанговый для силовых операций. Сверло может быть закреплено в цанговый или простой сверлильный патрон. Для нарезания резьбы используется резьбонарезной патрон, который защищает хрупкий метчик от поломки благодаря осевой компенсации.
- Современный токарный станок с приводным инструментом также использует оправки. Режущий инструмент (например, фреза) устанавливается в державку в револьверной головке, что позволяет выполнять сложную фрезерную обработку детали за один установ.
FAQ: Вопрос ответ
В чем ключевое отличие между термопатроном и гидропатроном для станка с ЧПУ?
И термопатрон, и гидропатрон — это современная инструментальная оснастка, гарантирующая высокую точность и минимальное биение. Разница в принципе действия. Термопатрон использует индукционный нагрев, чтобы расширить посадочное отверстие, а после остывания хвостовик зажимается с огромной силой. Это дает максимальную жесткость и превосходную балансировку. Гидропатрон применяет давление гидравлической жидкости для равномерного обжатия инструмента, например, фрезы или сверла. Он эффективно гасит вибрации, но немного уступает в жесткости термопатрону. Выбор зависит от конкретной задачи в металлообработке.
Какой тип оправки лучше всего подходит для силового фрезерования?
Для тяжелых черновых операций на фрезерном станке или обрабатывающем центре, где важен съем большого объема металла, идеальным выбором будет силовой патрон. Его конструкция обеспечивает непревзойденную силу зажима и передачу крутящего момента на режущий инструмент. Хотя патрон цанговый с усиленной цангой также применяется, силовой патрон гарантирует самое надежное крепление и исключает риск проворота инструмента.
Почему так важно различать конусы BT, SK и HSK, когда нужно купить оправку?
Эти стандарты определяют геометрию соединения «державка-шпиндель». Конус BT и конус SK (как и устаревший конус ISO) имеют конусность 7:24, но они не являются взаимозаменяемыми из-за разной конструкции фланца и резьбы под штревель. HSK — это принципиально иной стандарт (конусность 1:10) с двойным контактом по конусу и торцу, что дает максимальную точность для высокоскоростной обработки. Ошибочный выбор может повредить шпиндель. Всегда сверяйтесь с ГОСТ и документацией от производителя.
Зачем необходим специальный резьбонарезной патрон для метчика?
Метчик — крайне хрупкий инструмент. Резьбонарезной патрон — это вспомогательный инструмент с механизмом осевой компенсации. Он сглаживает рассогласование между шагом резьбы и подачей, защищая метчик от поломки. Обычный сверлильный патрон, особенно с конусом Морзе, который можно встретить на токарном станке, для таких задач не подходит.
Что такое биение и как его уменьшить в системе «оправка-инструмент»?
Биение — это радиальное отклонение режущих кромок инструмента (например, фрезы или сверла) от оси вращения шпинделя. Это критический параметр, влияющий на точность обработки, стойкость инструмента и состояние станка с ЧПУ. Причинами могут быть износ подшипников шпинделя, некачественная инструментальная оснастка, загрязнения в конусе или посадочном отверстии патрона, а также изношенная цанга. Для минимизации биения необходимо:
- Поддерживать в чистоте все контактные поверхности: конус оправки, шпиндель и хвостовик.
- Использовать высокоточный вспомогательный инструмент: гидропатрон, термопатрон или прецизионный патрон цанговый.
- Применять качественные цанги, соответствующие диаметру инструмента, и регулярно их менять.
Правильный зажим инструмента — залог успеха.
Когда необходима динамическая балансировка инструментальной оснастки?
Балансировка становится обязательной при работе на высоких оборотах (обычно свыше 8000-10000 об/мин), что характерно для современных обрабатывающих центров. Дисбаланс оправки в сборе с инструментом создает центробежные силы, вызывающие вибрации. Это приводит к ухудшению качества поверхности, снижению стойкости инструмента и, в худшем случае, к разрушению подшипников шпинделя. Серьезный производитель всегда указывает класс балансировки (например, G2.5 по стандарту ISO 1940-1), который является важной характеристикой, если вы собираетесь купить оправку для скоростной металлообработки.
Можно ли использовать один и тот же штревель для оправок с конусом BT и SK?
Категорически нет. Несмотря на одинаковую конусность 7:24, конус BT и конус SK имеют разные стандарты резьбы и длины для элемента крепления — штревеля. Штревель является критически важной деталью, отвечающей за фиксацию всей оправки в шпинделе. Использование неподходящего штревеля может привести к недостаточному усилию затяжки, выпадению оправки во время работы или, что еще хуже, к повреждению зажимного механизма шпинделя, ремонт которого очень дорог.
Источник: https://tovaropediya.ru/articles?id=8482