
На первой встрече Брента Гриффита в Labconco в начале 2020 года 3D-печать "парализовала" комнату. Команда собралась, в частности, чтобы обсудить небольшую скобу поддона для их нового продукта Logic Vue, которую нужно было лить под давлением. Поскольку продукт был новым и объемы поставок еще не были установлены, инструмент стоимостью более 15 000 долларов, возможно, потребовался бы всего для 100 деталей в первый год. Получившаяся высокая стоимость за деталь заставила группу искать новые решения. «Я подал голос и сказал: "Знаете, я мог бы напечатать это на 3D-принтере и иметь годовой запас того, что мы ожидаем, готовым к завтрашнему дню". Вся комната затихла», — говорит Брент Гриффит, инженер по продукции Labconco.
В тот момент в Labconco не было ни одного 3D-принтера внутри компании. Когда Гриффит на следующий день вернулся с несколькими версиями компонента, которые он напечатал на своих собственных принтерах дома, экономическое обоснование 3D-печати говорило само за себя.
Сегодня Гриффит курирует растущую лабораторию с тремя SLS (селективное лазерное спекание) принтерами Fuse 1+ 30W, Fuse Sift и Fuse Blast, одним SLA (стереолитография) принтером Form 3L и несколькими FDM (моделирование методом наплавления) принтерами для Labconco, которая производит лабораторное оборудование для ряда отраслей — от испытаний пищевых продуктов до фармацевтической разработки, онкологической диагностики и судебной медицины. Гриффит теперь печатает сотни деталей в неделю, которые улучшают то, что было бы фрезерованными или литыми компонентами, служат временными вариантами, когда сбои в цепочке поставок влияют на производство, и помогают в фазах разработки многих новых продуктов Labconco.
Обоснование выгоды
После того как Гриффит доказал экономическую целесообразность на примере той первой напечатанной на 3D-принтере скобы поддона, он начал печатать другие детали для инженеров по всему офису, поддерживая их разработки, быстро создавая очередь. «Стало очень суматошно очень быстро», — говорит Гриффит.
Чтобы выяснить, что еще возможно с 3D-печатью, он и его коллега-инженер Остин Орм взялись провести аудит тысяч деталей, инструментов и компонентов, которые входят в продукцию Labconco. «Нашей конкретной задачей было найти одну машину, которая имеет отличный объем сборки и дает действительно высококачественные детали, которые мы можем использовать как для прототипов, так и для производства», — говорит Гриффит. «Мы быстро выяснили, что одной машины будет недостаточно для выполнения работы, так как одна машина не даст нам широких возможностей и гибкости, необходимых для успеха». В итоге лаборатория начала с шести принтеров, включая три SLS принтера Fuse 1+ 30W и один крупноформатный SLA принтер Form 3L.
«Мы купили Form 3L, потому что хотели получить доступ к библиотеке смол Formlabs. Я знал, что это даст нам гибкость и откроет новые возможности. И он оправдал именно то, на что мы надеялись».
Брент Гриффит, инженер по продукции
Благодаря спектру материалов, доступных для Form 3L, и объемам производства от средних до высоких, ставшим возможными с тремя принтерами серии Fuse, Гриффит смог улучшить существующие продукты, сэкономить десятки тысяч на затратах на оснастку, ускорить разработку существующих проектов и заменять детали по требованию.
Замена, Улучшение, Масштабирование: Применение 3D-печати в Labconco
Датчик уровня SLS: Замена литой сборки
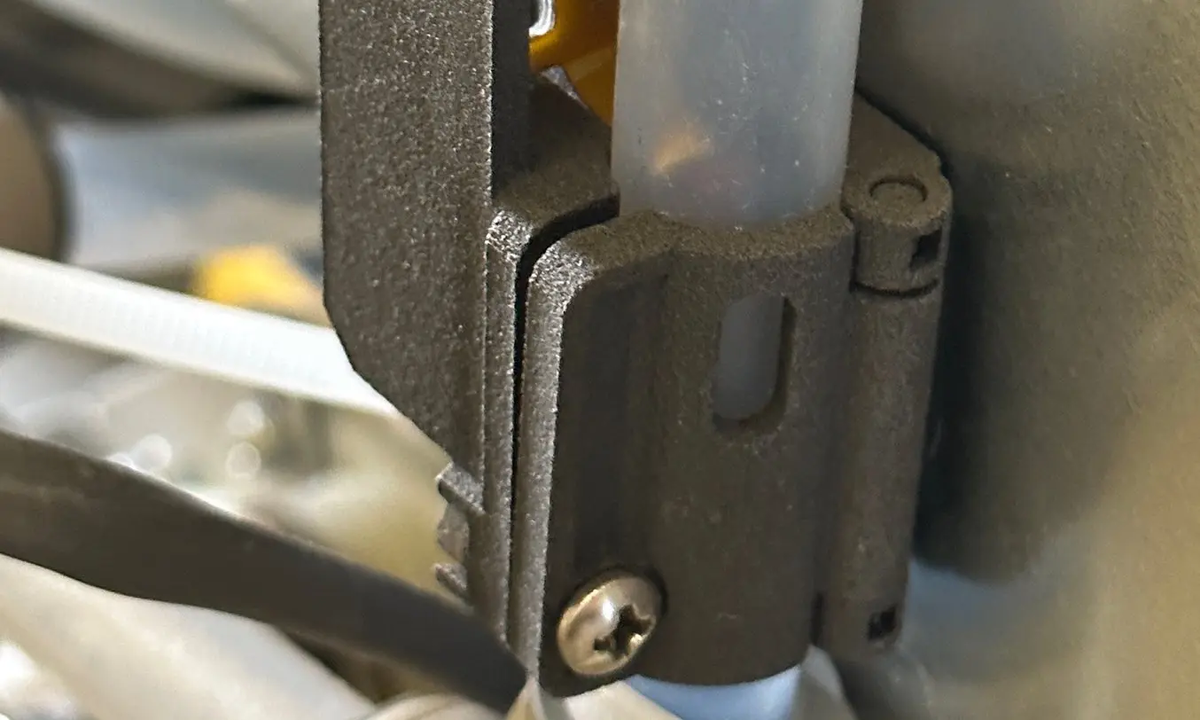
Этот компонент датчика уровня имеет функционирующий шарнирный элемент, который инженер по продукции Labconco Тим Гроув спроектировал после того, как увидел стандартный образец из Nylon 12 Powder. Этот элемент позволяет печатать деталь как единый компонент вместо сборки из нескольких частей, сокращая трудозатраты и стоимость материалов.
Поскольку команде инженеров по продукции Labconco удалось так эффективно масштабировать свое пространство для 3D-печати, многие члены команды получили доступ к промышленным технологиям, таким как SLS принтеры серии Fuse. Гриффит говорит, что теперь несколько отделов в Labconco начинают задумываться о том, как внедрить 3D-печать в свои типичные рабочие процессы, чтобы снизить затраты, получить гибкость и защитить свою цепочку поставок.
Линия стекломоечных машин Labconco включает передовые инженерные разработки, включая компоненты, произведенные аддитивными методами (AM). Один компонент, крепление датчика уровня, действует как резервная защита от перелива. При традиционном подходе этот компонент производился бы методом литья под давлением двух отдельных частей с последующей сборкой с помощью штифта, скрепляющего две части вместе.
Однако Тим Гроув, инженер по продукции Labconco, распознал потенциал экономии затрат и времени, который может предоставить изготовление методом SLS 3D-печати. Вдохновившись конструкцией шарнира, использованной в собственном стандартном образце Formlabs из Nylon 12 Powder, Гроув взялся за переосмысление крепления датчика уровня, стремясь упростить сборку и исключить расходы, связанные с заказом нескольких инструментов.
В ходе итеративного сотрудничества с Гриффитом Гроув проработал несколько версий детали, обеспечивая безупречную функциональность и неизменно высокую производительность.
«Он выходит из принтера с уже функционирующим и готовым к работе шарниром. Так что здесь есть экономия затрат и гибкость производства. Nylon 12 Powder с Fuse — это хороший, усредненный полимер для нас. Мы находим для него много применений, и он действительно хорошо нам подходит», — говорит Гриффит.
Датчик уровня SLSКоличество компонентовВремя сборки (на 50 компонентов)Стоимость готовой детали (с учетом труда)Литьевая31 час$4.45/шт + оснасткаSLS 3D-печать10$2.56/шт
Колесо вентилятора SLA: Решение проблемы устаревания поставщика
Этот компонент, используемый в продукте Labconco для анализа зерна Kjeldahl, ранее закупался у внешнего поставщика — до тех пор, пока они не решили снять деталь с производства. Гриффит обратно спроектировал компонент, а затем печатал новую версию из Rigid 10K Resin на Form 3L каждый день в течение более месяца, восстанавливая свой запас сменных компонентов и защищаясь от проблем с цепочкой поставок в будущем.
В аппарате Кьельдаля компании Labconco, который используется для анализа зерна, команда работала с внешним поставщиком, который производил оснастку для критически важного компонента — колеса вентилятора. Объемы были низкими, и поставщик решил снять деталь с производства, когда оснастка достигла конца срока службы.
Labconco столкнулась с поиском нового поставщика, ожиданием разработки и производства новой оснастки и запуска литья, а также с высокой стоимостью материалов и труда. «Мы рассмотрели дюжину различных решений, и ни одно даже не приблизилось к нашим спецификациям, особенно по химической совместимости. Поэтому в итоге я взял копию, обратно спроектировал компонент, оптимизировал его и напечатал из Rigid 10K Resin», — говорит Гриффит. «После тестирования, чтобы убедиться, что он выдержит, мы решили, что это лучшее решение».
Их новый крупноформатный SLA-принтер Form 3L прибыл как раз вовремя — они печатали обратно спроектированное колесо вентилятора 40 дней подряд, чтобы восстановить свой запас этой детали.
«Rigid 10K Resin стал нашим основным материалом для нескольких компонентов. Химическая совместимость соответствовала нашим требованиям в отношении кислот, в частности, в данном случае, паров серной кислоты. Мы экономим сотни часов на проверке поставщиков и материалов, которые не оправдывают себя, переходя на аддитивное производство. В этом отношении это веский экономический аргумент», — говорит Гриффит.
Стоимость изготовления колеса вентилятора
Литье $178.77
SLA 3D-печать (Rigid 10K Resin) $52.65
Сепаратор подшипников SLS: С $500 до $20
*[Изображение: компонент сепаратора подшипников, напечатанный на SLS принтере Fuse 1+ 30W от Formlabs из Nylon 12 Powder]*
Гриффит мог бы напечатать эту деталь как точную копию компонента, оцененного внешним механиком примерно в 500 долларов. Вместо этого он применил принципы, которые изучил в Пенсильванской программе по аддитивному производству и проектированию, и перепроектировал деталь, чтобы использовать геометрические возможности, предоставляемые SLS 3D-печатью. Новый компонент обходится Labconco примерно в 21 доллар, экономя им сотни и сокращая время выполнения заказа до менее чем двух дней.
Хотя некоторые компоненты могут быть относительно простыми, традиционные методы их изготовления все равно могут быть дорогими. Механик оценил одну деталь, сепаратор, который удерживает два подшипника apart и не дает подшипникам притягиваться друг к другу, примерно в 500 долларов за штуку. Деталь была для нового продукта, и Labconco уже доказала целесообразность использования своей лаборатории 3D-печати. Гриффит немедленно начал печатать сепаратор на Fuse 1+ 30W и снизил цену до примерно 45 долларов, что примерно в десять раз дешевле, чем передача на аутсорсинг механику.
Процесс улучшения на этом не остановился. Гриффит применил принципы, которые он приобрел во время обучения в магистратуре по программе Пенсильванского университета по аддитивному производству и проектированию, и переосмыслил процесс от простой замены "один-в-один" до полной оптимизации.
«Это было именно то, что я изучал: как применять opportunistic и restrictive аспекты аддитивного производства. Вместо того чтобы спрашивать: "Можем ли мы сделать это с помощью AM?" спрашивать: "Следует ли нам?" В этом случае мы могли сделать замену 1:1, но, поступая так, мы не использовали возможности, которые предоставляет AM. Поскольку у нас были эти принтеры серии Fuse, которые предлагают очень мало реальных геометрических ограничений, я мог немного сойти с ума и попробовать новое».
Брент Гриффит, инженер по продукции
Он экспериментировал с уменьшением количества материала throughout детали с помощью генеративного дизайна, сохраняя при этом функции безопасности на сепараторе, которые защищали операторов. В течение дня у него был переработанный, оптимизированный дизайн, и Labconco начала печатать детали SLS внутри компании примерно по 20 долларов за штуку.
«3D-печать дает нам огромные преимущества с точки зрения того, что мы можем делать с геометрией. Если вы облегчаете деталь или применяете различные методы проектирования, мы можем комбинировать компоненты так, как раньше это было невозможно. Мы можем перенести производство внутрь компании и сэкономить кучу денег», — говорит Гриффит.
Сепаратор подшипников
Стоимость и время выполнения заказа
Фрезерование: $485.82 2-3 недели
SLS без доработки модели :$43.50 - 29 часов
Оптимизированная для SLS: $21.08 - 28 часов
Детали SLS в тестировании: Сокращение количества компонентов и улучшение функциональности
Чтобы помочь Labconco плавно перейти к гибридному рабочему процессу, сочетающему ручные задачи и роботизированные приводы, Гриффит и команда разработали пользовательские инструменты и эффекторы, а затем напечатали их из Nylon 12 Powder на своей батарее принтеров серии Fuse.
Компактный размер и низкое энергопотребление принтеров серии Fuse SLS означает, что по мере того, как Гриффит и команда расширяли спектр применений для прочных, долговечных SLS-деталей, они могли масштабировать свои SLS-операции соответственно.
Неуклонное стремление Labconco к совершенству распространяется на тестирование критически важных компонентов, используемых в одной из ее флагманских продуктов — ламинарных шкафах биологической безопасности. Эти шкафы жизненно важны для защиты персонала и продуктов, работа с которыми ведется внутри них, и полагаются на определенные модели воздушного потока и HEPA-фильтры. Чтобы обеспечить высочайший уровень производительности, эти фильтры проходят тщательные испытания и сертификацию, прежде чем будут помечены как готовые.
В прошлом этот процесс тестирования сильно зависел от людей-операторов, что вносило потенциальную изменчивость и ограничения. Однако Labconco приняла преобразующий подход, используя мощность роботизированных систем для автоматизации сканирования каждого фильтра с безупречной точностью. Этот переход к автоматизации потребовал разработки пользовательских инструментов и концевых эффекторов для роботизированных рук, отвечающих за проведение испытаний. Традиционные методы изготовления были бы непомерно дорогими и могли занять месяцы; для малого объема требуемых деталей 3D-печать этих деталей на машинах серии Fuse была важной частью преобразующего подхода.
Благодаря SLS-деталям, производимым внутри компании на Fuse 1+ 30W, Labconco достигла замечательной ежедневной утилизации этих компонентов, повысив точность и надежность испытаний безопасности своей продукции. Это ключевое внедрение аддитивного производства не только оптимизировало операции, но и позволило Labconco гарантировать бескомпромиссную безопасность и производительность своей продукции.
Компоненты эффектора (стоимость)
Фрезерованная $508.32
SLS 3D-печать $73.44
Компонент вытяжного шкафа: Производство SLS среднего объема для повышенной гибкости
Labconco была первой компанией, которая коммерциализировала производство вытяжных шкафов, и теперь это одно из их ключевых продуктовых подразделений. Вытяжные шкафы незаменимы для крупных химических, фармацевтических или сельскохозяйственных предприятий.
Один компонент, механический стопор створки, который не позволяет пользователям открывать створку шкафа далее указанной точки (тем самым экономя энергозатраты), ранее производился методом литья под давлением. Заказ больших объемов, изготовленных с помощью одной оснастки, ограничивал способность Labconco вносить изменения или настраивать заказы для крупных клиентов. Инструменты изнашиваются, и поставщики иногда становятся менее надежными в их замене. Чтобы противостоять проблемам цепочки поставок, они начали печатать эти стопоры створки на Fuse 1+ 30W, и теперь Гриффит производит от 50 до 100 этих компонентов каждую неделю из Nylon 12 Powder.
«Если вы отлили эту деталь, вы не можете легко вносить какие-либо изменения. Это не так уж часто, как должно быть, но в прошлом у нас были компоненты, для которых мы выбрали путь литья под давлением, и это нас подвело, потому что мы получили их обратно, начали использовать, и они начали ломаться или не работали как положено. Теперь инженеры знают, что если перевести некоторые детали на 3D-печать, перепроектировать в случае необходимости будет гораздо менее болезненно, и количество вариантов изменений, которые вы можете внести, больше. Не всегда можно оценить это в долларах, и есть значительные "нематериальные" преимущества аддитивного производства, которые, я считаю, часто упускаются из виду», — говорит Гриффит.
Еще одно преимущество внедрения технологии 3D-печати внутри компании — это уверенность, которую она вселяет молодым сотрудникам, только начинающим свою карьеру. Без необходимости абсолютного совершенства для заказа нового инструмента они более охотно пробуют новое или выдвигают новые идеи. «У молодых инженеров нет 20-летнего опыта, который позволяет им взглянуть на деталь и сказать: "это сработает". Возможность напечатать на 3D-принтере, попробовать что-то — или даже много чего — и если это не сработает, это не так больно, если вообще больно, это дает возможности», — говорит Гриффит. «Позволить им сосредоточиться на поиске лучшего, самого креативного решения для любой данной проблемы — это то пространство, в котором мы хотим, чтобы они находились, и 3D-печать — большая часть этого».
Гриффит производит от 50 до 100 этих компонентов-стопоров створки каждую неделю из Nylon 12 Powder на Fuse 1+ 30W, избегая как затрат, так и рисков блокировки в одном процессе оснастки.
Простота использования SLS и SLA принтеров (таких как Form 3L и Form Cure L, показанные здесь) означает, что молодые сотрудники, только начинающие свою карьеру, могут обрести уверенность в новых технологиях и почувствовать возможность выдвигать новые идеи.
Fuse Blast от Labconco завершает их SLS экосистему
При производственных объемах более ста SLS-деталей в неделю ручные этапы постобработки, такие как струйная обработка и очистка, требовали часов ручного труда — времени, которое лучше потратить на более ценные задачи проектирования и инжиниринга. «Компания хочет, чтобы мы сосредоточились на поиске новых возможностей, перепроектировании компонентов, чтобы сделать их лучше, и сокращении затрат, а не стояли там, вручную очищая все эти детали», — говорит Гриффит.
Наряду с дорогостоящей автоматизированной системой струйной обработки, Labconco добавила Fuse Blast, чтобы завершить свою экосистему Fuse SLS. После десятиминутной настройки Гриффит мог автоматизировать очистку и струйную обработку двух полных камер сборки серии Fuse. «Настройка была легкой... он почти такого же размера, как наша ручная струйная система. И поэтому, если у кого-то есть место для ручной струйной системы, что должно быть у каждой компании, имеющей SLS, у вас без проблем найдется место для Fuse Blast», — говорит Гриффит.
Лучшее качество и производительность деталей
Сразу же запрашивающие команды по всей Labconco заметили разницу в гладкости поверхности и качестве деталей.
«Blast сразу же внес огромную разницу, и инженеры, каждый, кому я начал передавать детали со стороны прототипирования, начали замечать, что детали изменились — даже без того, чтобы мне приходилось говорить им, что мы автоматизировали постобработку. Они сразу заметили, что на деталях стало меньше остаточного порошка, они стали более гладкими на ощупь, приятнее, лучше выглядели. Это создало заметную разницу в качестве деталей». Брент Гриффит, инженер по продукции Labconco
Гладкие поверхности и отсутствие каких-либо следов порошка неожиданно повлияли на производительность деталей — машины работали более плавно, когда их SLS-напечатанные компоненты были очищены в Fuse Blast. «Мы фактически получили немного лучшую производительность на некоторых компонентах, которые мы производили, потому что они были намного чище, особенно на начальных, пуско-наладочных запусках одного из наших продуктов», — говорит Гриффит.
Результаты были практически идентичны тем, что очищались в их другой дорогостоящей автоматизированной системе струйной обработки. «Не могу сказать, что замечаю большую разницу между ними двумя. [Blast] определенно бьет сильно выше своего весового класса», — продолжил Гриффит.
Меньше времени на постобработку, больше времени на оптимизацию дизайна
Автоматизация Fuse Blast делает больше, чем просто исключает время, затрачиваемое на ручную струйную обработку деталей — она сокращает количество времени, которое Гриффит и команда должны проводить с Fuse Sift. Раньше проведение большего времени в Fuse Sift окупалось сокращением времени ручной струйной обработки. Теперь Fuse Blast проходит автоматизированные циклы и производит чистые детали, даже если детали начинаются погребенными в порошке. «Меня гораздо меньше волнует, сколько порошка мы снимаем [в Sift], потому что я знаю, на что способен Blast. Тщательная очистка деталей в Sift больше не означает экономии времени. Любое незначительное восстановление порошка, которое мы могли бы получить, будучи более тщательными в Sift, просто не оправдывается дополнительными трудозатратами для его получения», — говорит Гриффит.
Для одной детали, у которой стабильный объем производства составляет около 50 деталей в неделю, команде Гриффита приходилось вручную обрабатывать струей и очищать три отверстия на каждой детали с помощью ершика для труб. С Fuse Blast он может установить автоматический цикл и уйти, вернувшись через 20-30 минут к набору идеально чистых деталей. «Blast — феноменальный агрегат. Он выполняет фантастическую работу по очистке отверстий, что, вероятно, является одним из самых больших сберегателей времени для нас», — говорит Гриффит.
Масштабирование операций 3D-печати
Гриффит и его коллега подошли к 3D-печати системно — их первоначальный аудит доказал целесообразность использования первых шести машин, которые они приобрели. Поскольку они продолжают находить экономию затрат, сокращение трудозатрат и улучшенные конструкции для своего обширного каталога компонентов, они стремятся масштабировать свои возможности 3D-печати.
«Каждый раз, когда деталь попадает на мой стол, первый вопрос, который я задаю: "Можем ли мы улучшить это, сделать немного лучше с помощью AM?" Я думаю, что поиск этих возможностей — это то, где мы действительно смогли проявить себя и сэкономить больше всего денег или сократить наибольшие затраты на многих компонентах», — говорит Гриффит.
Преимущества очевидны для всей компании — команды, работающие с клиентами со специфическими или нишевыми применениями, могут уверенно предлагать рентабельные решения благодаря возможностям внутреннего, малосерийного производства. «Даже клиентам, которым нужно всего пять, 10 или 50 пользовательских деталей, мы часто можем удовлетворить этот спрос рентабельно. Мы можем быстро реагировать на потребности рынка», — говорит Гриффит.
С самого первого примера, который шокировал комнату до молчания, Гриффит создал экономическое обоснование для производителей любого размера — внутреннее производство с помощью SLA и SLS 3D-печати может обеспечить новые применения и улучшить бизнес-успех, а также оптимизировать производительность продукта, защитить от сбоев в цепочке поставок и снизить затраты.
О нашей компании
TITAN 3D - поставщик и системный интегратор оборудования для 3D-печати, 3D-сканирования и автоматизированного контроля в промышленности, машиностроении, медицине.
Готовы ответить на все Ваши вопросы, проконсультировать по оборудованию, и подобрать лучшее оборудование для решения Ваших задач.
Каталог 3D-принтеров мировых производителей - проработку технологии, подбор оборудования, внедрение, пусконаладку и обучение берем на себя!
+7 (952) 243-77-75 I 01@titan-3d.ru I www.titan-3d.ru