Технологии дамасской стали применяют и при изготовлении удивительного материала, представляющего собой композит из цветных металлов - меди, золота, серебра, бронзы, латуни и других сплавов. Насколько мне известно, впервые различные сплавленные сочетания цветных металлов начали применять еще в очень древнем Китае, в царстве Чу (1030 г. - 223 г. до Р.Х.), где таким материалом инкрустировали клинки бронзовых и первых железных мечей.

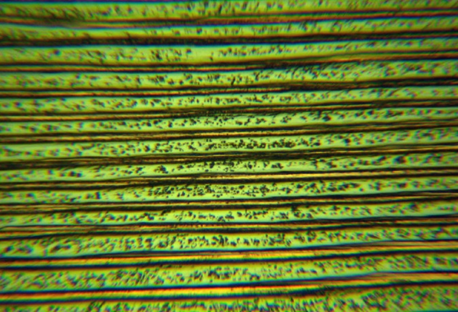
Микроструктура мокуме медь+железо
Сегодня повсеместно для подобного композита применяют заимствованное из Японии название «мокуме-гане», что означает «металлическая древесина». Такое название материалу в конце 17-го века дал японский мастер Дэнбей Шаоми, которой работал в Северной Японии и официально считается его первооткрывателем.
Традиционная японская технология изготовления мокуме-гане основана на принципе расплавления одной из составляющих композита. При наличии жидкой фазы для осуществления диффузионной сварки не требуется ни большого давления, ни длительной выдержки. Пластины должны располагаться в пакете таким образом, чтобы чередовались слои металла с низкой и более высокой температурой плавления.
Плоские тонкие листы меди, серебра, золота и их сплавы тщательнейшим образом зачищают абразивом и укладывают стопкой на поддон из ржавого железа. Ржавым железо поддона должно быть для того, чтобы во время сварки слой ржавчины не позволил поддону привариться к блоку мокуме-гане. Сверху, в качестве груза, кладут толстую пластину также из ржавого железа. Эту стопку туго скручивают железной проволокой и помещают в кузнечный горн или печь, работающие на древесном угле, который обеспечивает восстановительную атмосферу.
Пакет аккуратно нагревают до тех пор, пока его боковые поверхности не «запотевают», т.е. не начнут появляться мелкие капельки расплавленного металла. Сплавленный брикет немедленно достают из горна и аккуратно простукивают деревянным молотком, добиваясь максимально плотного контакта слоев, но старясь не выжать из стыков полурасплавленный металл. Затем обычным для цветных металлов порядком проковывают в горячем виде, добиваясь нужной толщины.
Современная цуба (гарда)
Метод традиционный, но для успеха требуется и традиционное японское прилежание. Японцы очень тщательно подходят к очистке поверхности пластин перед сваркой. Даже обработав их абразивом, зачастую еще дополнительно протравливают в ядовитом растворе цианистого калия (во как) и промывают чистой водой. Нет уж, японские технологии оставим японцам…
Европейские мастера применяют другой метод, также представляющий собой один из вариантов диффузионной сварки. По этому методу подготовленный пакет из зачищенных листов помещают между двух толстых стальных пластин, опять же ржавых, которые по краям с небольшими интервалами стягивают между собой несколькими болтами. Учитывая, что более-менее толстый болт при затяжке развивает осевое усилие до сотен килограммов и даже нескольких тонн, то суммарное давление на пакет может быть весьма значительным. Тонкие гибкие пластины очень плотно сжимаются, практически не оставляя зазоров и удаляя воздух из стыков, поэтому стыки получаются герметичными.
Простейшее приспособление для сварки мокуме
Во время нагрева сжатие пакета еще возрастает за счет разницы в коэффициентах линейного расширения цветных металлов и железа. Например, у меди оно на треть больше, чем у стальных болтов, поэтому пакет из меди и ее сплавов за счет нагрева увеличивает свою толщину в большей степени, чем стальные болты свою длину.
Для большей герметичности боковые поверхности пакета покрывают глинистой или другой обмазкой. В качестве обмазки можно использовать смеси на основе жидкого стекла или даже магазинный термостойкий клей для крепления облицовки печей и каминов. Таким образом, при дальнейшем нагреве до сварочной температуры в горне или печи окисления стыков пластин композита не происходит, а длительная выдержка под давлением обеспечивает их сварку между собой.
Нагрев нужно производить до температуры около 70% от температуры плавления самого легкоплавкого компонента. Впрочем, при сварке цветных сплавов существуют свои особенности, связанные с образованием в местах их контакта тонких прослоек сплава промежуточного состава с отличной от исходного металла температурой плавления. Как правило, эта температура меньше, чем у каждого из применяемых чистых металлов. Следовательно, это надо учитывать при выборе температуры нагрева под сварку.
Таким образом, многослойный композит типа дамасской стали из цветных металлов и их сплавов можно получить тремя способами:
- обычной пайкой с использованием припоев
- диффузионной сваркой с образованием промежуточной жидкой
фазы
- диффузионной сваркой в твердой фазе
Обычную пайку стандартными припоями применяют редко, потому что весьма сложно обеспечить полное удаление флюса из стыков. Впрочем, при приближении температуры сварки\пайки к температуре плавления более тугоплавкого из металлов прочность соединения значительно возрастает, поскольку процесс адгезии (прилипания) сменяется процессом диффузии, и пайка превращается в вариант диффузионной сварки. Очевидно, что четких границ между этими двумя вариантами нет, потому что по мере изменения технологических режимов процесса соединения они плавно переходят один в другой.
Соединение в твердой фазе, без расплавления, представляет собой классический вариант диффузионной сварки, в котором важнейшую роль играют температура, давление и время выдержки под давлением.
Зависимость прочности соединения при диффузионной сварке от температуры нагрева и удельного давления
Иногда и в этом случае в сварочном шве происходит выделение хрупкого слоя эвтектики или интерметаллидов. Радикальным методом устранения этой проблемы является сварка «несоединяемых» пластин через прослойку третьего металла, который хорошо сваривается с обеими капризными металлами.
Когда я еще ничего не знал ни об истории, ни о разновидностях классических технологий получения мокуме-гане, в самом конце 80-х годов, мне пришла идея сварить многослойный композит из смеси меди и железа - просто по аналогии с некоторыми деталями космической техники, где применялась диффузионная сварка медных элементов с деталями из жаропрочных сталей. В моем распоряжении была установка диффузионной сварки в вакууме, поэтому особых технологических сложностей я не встретил. Зачищенные пластины складывались в пакет и сваривались в вакууме под давлением около 1 кг/мм2 при нагреве до 950 градусов в течение 15-20 минут. Позже для той же цели применил вакуумный прокатный стан, что позволило получать десятки килограммов композита за одну прокатку.
Кольчатый узор вороненной пластины мокуме медь+железо
Клинки по схеме сан-маи с обкладками из мокуме медь+железо
Таким образом я сварил многослойный медно-железный дамаск и, считая себя его изобретателем, дал этому материалу название «сплав У». Просто пришла такая мысль, неизвестно откуда… Позднее выяснил, что древнекитайское царство У (222 г. - 280 г. до Р.Х.) реально существовало и было соседом царства Чу, где издавна применяли узорчатый композит из цветных металлов. Как этот факт связан с тем, что я назвал полученное мокуме-гане «сплавом У» я ни тогда не знал, ни сейчас объяснить не могу.
Далее, когда доступ к вакуумным технологиям закончился, стал применять простейший вариант контейнерной технологии. Как? Можно посмотреть тут
https://youtu.be/MX8vf-7IEQY?si=zhA58kuYWCy4AJEr
Зачищенные пластины разных металлов складывал стопкой и помещал в герметичный контейнер, куда предварительно вливал некоторое количество моторного масла. При нагреве масло закипало и через штуцер вытесняло остатки воздуха из контейнера. Далее контейнер с уже заглушенным штуцером обычным порядком нагревался и проковывался. Получалось красиво…
Трехцветное мокуме из смеси меди, мельхиора и железа
Фрагмент клинка сан-маи из такого мокуме.
Что ж, вот и сказочке конец, кто дослушал – молодец.
Думаю, пояснил кратко, но понятно, и кто действительно захочет, сможет повторить, достичь и превзойти. Когда и если захочет.
----------------------------------------------------------------------------------------------
Почта tigram.korolev@mail.ru
Сайт arhangelskie.com
Донат для помощи каналу,
карта СБ 2202 2069 2303 8132
Карта TINKOFF 5536 9138 9251 7489