С момента появления доступных промышленных SLA-принтеров для настольного использования компания Formlabs непрерывно совершенствует свою продукцию и бизнес-стратегию, чтобы обеспечить клиентам простоту, экономическую эффективность и масштабируемость в производстве высококачественных деталей. Настольные SLA-принтеры, включая модели серии Form 3, и MSLA-принтеры (маск-стереолитография), включая серию Form 4, позволяют легко печатать высокопроизводительные детали, готовые к конечному использованию, без необходимости углубляться в настройки печати или калибровку машины.
Однако, как и в случае с любым другим типом 3D-печати, существуют способы дальнейшей оптимизации вашего рабочего процесса. Специалисты Formlabs представляют 10 способов раскрыть полный потенциал вашего принтера.
№1: Подключение к интернету и Dashboard
Подключение принтера к интернету позволяет загружать модели на печать удаленно, так что вы можете начать печать из дома, в пути или просто из другой сети на работе. Подключение к интернету также гарантирует, что принтеры будут автоматически проверять обновления прошивки, чтобы вы всегда имели доступ к оптимизированным настройкам материалов и принтера.
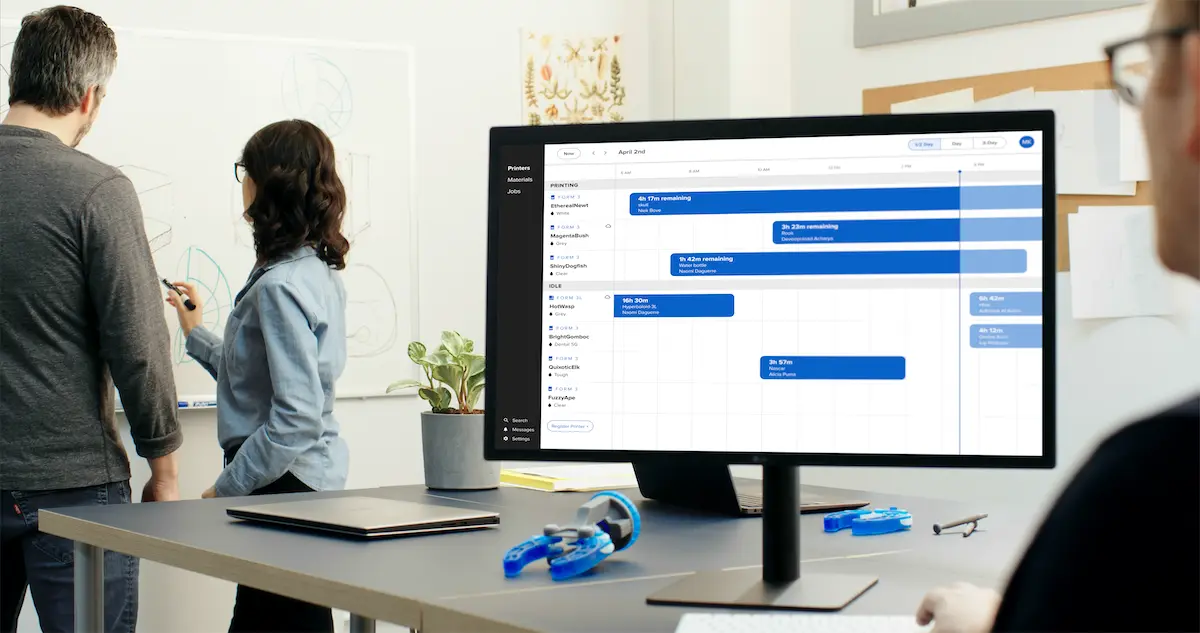
После подключения принтера зарегистрируйте его в Dashboard — онлайн-программе для мониторинга принтеров от Formlabs. Dashboard позволяет отслеживать статус печати из браузера или через PreForm, а функция Fleet Control добавляет еще больше возможностей на обеих платформах для повышения производительности принтеров.
№2: Оптимизируйте дизайн для успешной печати
Хотя SLA-печать позволяет достичь невероятно малых размеров элементов, точных допусков и высокого разрешения, перед началом печати все же следует учитывать некоторые ограничения конструкции.
Например: хотя стенки тоньше 0,2 мм возможны в идеальных условиях, они могут быть слишком механически слабыми, чтобы выдержать нагрузки во время печати и постобработки. Чтобы обеспечить успех печати, рекомендуется делать толщину стенок от 0,2 мм и более.
№3: Понимание предупреждений PreForm и их устранение
Перед отправкой детали на печать PreForm анализирует файл на предмет пригодности к печати и выявляет потенциально проблемные элементы и геометрию. Для успешной печати важно понимать типы возможных проблем и то, как скорректировать дизайн или ориентацию модели, чтобы их избежать.
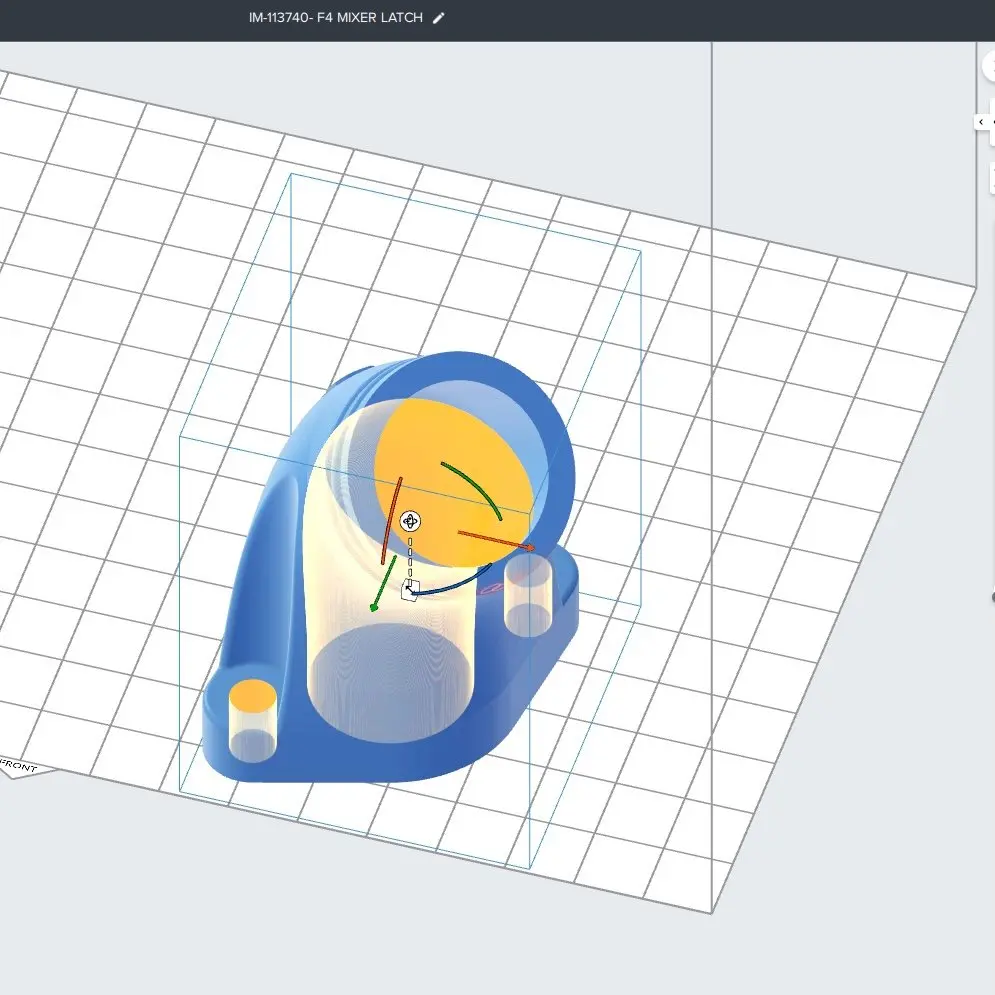
- Желтая подсветка: «Чашки» или «эффект присоски»
Это области, где ориентация детали может привести к захвату жидкой смолы внутри полости во время печати. Это ухудшает качество поверхности и может привести к полному сбою печати. Чтобы избежать этого, измените ориентацию детали для свободного стока смолы или создайте дренажный канал в модели. Функция «Отверстие» в PreForm позволяет добавить дренажное отверстие.
- Красный контур: «Незакрепленные минимумы»
Возникает, когда самая нижняя точка детали или элемента свободно свисает без опоры. Поскольку принтеры Formlabs печатают послойно, эти минимумы не будут прикреплены к остальной модели и останутся на дне кюветы, что приведет к браку. Чтобы избежать этого, добавьте опоры в подсвеченных областях.
- Красная заливка: «Недостаточно поддержек»
Это области с выступами или геометрически нестабильные элементы, которым требуется больше опор. Интенсивность красного цвета указывает на серьезность проблемы: светлые области — незначительная проблема, темные — серьезная. Добавление опор решит эти проблемы.
№4: Оптимизация создания и размещения опор
Понимание того, как эффективно поддерживать детали, — критически важная часть 3D-печати. PreForm может автоматически генерировать опоры и обычно делает это эффективно. Однако программа иногда перестраховывается, и если вы хотите отредактировать количество или расположение опор, у вас есть возможность полностью их настроить.
Например, вы можете выбрать, будет ли «рафт» (основание под модель) соединять все опоры, или же опоры будут individually касаться платформы. Вы также можете выбрать плотность и размер точек контакта опор. Больше опор и крупные точки контакта обеспечат больше стабильности для сложной геометрии, но мелкие точки и менее плотные опоры легче удалять. Опытные пользователи могут вручную добавлять и удалять опоры с помощью «кисти».
№5: Печать с рафтом vs. печать непосредственно на платформе
Хотя некоторые детали можно (и для эффективности нужно) печатать непосредственно на платформе, очень мелкие детали следует печатать с «полным рафтом» или «мини-рафтом». Полный рафт создается, когда отдельные опоры сливаются у платформы, приподнимая всю деталь над ее поверхностью. Мини-рафт используется для элементов, которым нужна опора, даже если остальная часть детали печатается прямо на платформе. Этот вариант экономит материал опор, но может вызвать проблемы, если остальная часть детали не имеет плоского основания.
Крупные детали с плоскими поверхностями можно печатать прямо на платформе, однако для легкого удаления рекомендуется использовать Build Platform 2 или Build Platform 2L для принтеров Form 3, либо Build Platform Flex или Build Platform Flex L для принтеров Form 4. Эти платформы используют запатентованную технологию Quick Release для удаления деталей без скребка.
№6: Оптимизация процесса постобработки
Детали, напечатанные на SLA-принтере, необходимо промывать в изопропиловом спирте (IPA) и проводить пост-отверждение после завершения печати. Form Wash и Form Wash L — это автоматизированные решения, которые перемешивают IPA для точной очистки деталей и удаления всей смолы с поверхности, поддерживая чистоту и порядок на рабочем месте. Растворитель со временем насыщается смолой, поэтому его необходимо менять. Длительное нахождение деталей в IPA приведет к их набуханию.
В качестве альтернативы IPA для промывки большинства смол можно использовать Formlabs Resin Washing Solution. Этот раствор негорюч по классификации GHS и очищает так же хорошо, как IPA, но может растворять почти в два раза больше смолы до насыщения.
Form Cure, Form Cure L и Fast Cure используют свет длиной волны 405 нм и тепло для пост-отверждения деталей, чтобы они достигли оптимальных механических свойств. Во всех решениях для пост-отверждения есть предустановки для смол Formlabs, так что оптимизированные время и температура выбираются простым поворотом ручки.
Помимо промывки и отверждения, существует множество способов дальнейшей постобработки SLA-отпечатков: от металлизации до покрытия, окрашивания, покраски и абразивной обработки — все это может улучшить внешний вид и механические свойства деталей.
№7: Ознакомьтесь с библиотекой материалов Formlabs
Formlabs предлагает более 45 материалов, каждый из которых создан для решения конкретных задач инженеров, дизайнеров, производителей, а также специалистов в стоматологии и медицине. Материалы разработаны для расширения возможностей принтеров Formlabs и включают настоящие технические керамики, чистый силикон, антистатические, огнестойкие материалы и библиотеку биосовместимых материалов.
Мы упростили поиск подходящего материала с помощью нашего интерактивного хаба, где вы можете найти подробную информацию о каждом материале, сравнить свойства и скачать технические паспорта и паспорта безопасности. Другой способ — изучить раздел «Приложения» на сайте Formlabs, где представлены руководства и примеры использования, показывающие, как другие клиенты применяют определенные материалы в схожих задачах.
№8: Уход за кюветой со смолой и ее обслуживание
Кюветы для смолы — неотъемлемая часть надежности, стабильности и высокой точности наших принтеров. Лучшие практики по уходу за кюветой:
- Не прикасайтесь к нижней поверхности кюветы и не повреждайте ее. Загрязнения, пыль или царапины заблокируют путь света и вызовут дефекты печати.
- Никогда не используйте острые инструменты для удаления предметов из кюветы (вместо этого используйте предоставленный пластиковый инструмент).
- При смене типа смолы всегда меняйте и кювету, и картридж. Сначала извлеките картридж, чтобы предотвратить попадание смолы из его клапана внутрь принтера.
- Используйте разные кюветы для каждого типа смол Formlabs.
- Когда кювета не установлена в принтере, храните ее в кейсе (для серии Form 3) или с многоразовой крышкой (для серии Form 4). Кюветы Form 4 с крышкой можно штабелировать для удобства хранения.
- Если внутри кейса или на дне кюветы есть жидкая смола, очистите их перед хранением.
- Держите кювету закрытой, чтобы окружающий свет не отверждал смолу.
- Используйте только рекомендованные инструменты для работы с кюветой, чтобы избежать царапин на дне.
- Обслуживание кюветы для смолы
№9: Оптимизация времени начала печати
SLA-принтеры Formlabs используют автоматическую систему дозирования смолы, которая сама заполняет кювету. Это идеально для поддержания уровня смолы в кювете во время печати.
Принтеры серии Form 4 заполняют смолу в 5-10 раз быстрее, а время печати одинаково по всей платформе, независимо от того, печатаете вы одну деталь или много. Таким образом, плотное заполнение платформы даст больше деталей за то же время, оптимизируя ваше время печати.
Принтеры серии Form 3 начинают печать с правой стороны кюветы, поэтому размещение деталей ближе к стороне «MIXER SIDE» в PreForm обычно приводит к сокращению времени печати. Размещение деталей близко друг к другу (особенно по оси X) сократит расстояние, которое должен пройти световой модуль (LPU), и позволит ускорить печать. Чтобы увидеть этот эффект, нажмите кнопку «расчет времени» в PreForm и посмотрите, как меняется оценка при разной ориентации деталей.
SLA-печать — это послойный процесс, поэтому ориентация детали с меньшей высотой по оси Z приведет к меньшему количеству слоев и более быстрой печати.
№10: Сохраняйте установку на обучение
Одно из самых больших преимуществ 3D-печати — то, что ошибки не так дорого обходятся, как при других методах производства. Если деталь вышла не так, как планировалось, дизайн и средства производства readily доступны, чтобы попробовать снова. Смола — это безвозвратные затраты, но они гораздо меньше, чем стоимость ошибок в традиционном процессе изготовления оснастки. Обучение оптимизации дизайна, ориентации, расстановки опор и выбора материалов приходит со временем, проведенным с принтером, и с первоначальными ошибками, которые помогают понять, что делает печать успешной.
О нашей компании
TITAN 3D - поставщик и системный интегратор оборудования для 3D-печати, 3D-сканирования и автоматизированного контроля в промышленности, машиностроении, медицине.
Готовы ответить на все Ваши вопросы, проконсультировать по оборудованию, и подобрать лучшее оборудование для решения Ваших задач.
Каталог 3D-принтеров мировых производителей - проработку технологии, подбор оборудования, внедрение, пусконаладку и обучение берем на себя!
+7 (952) 243-77-75 I 01@titan-3d.ru I www.titan-3d.ru