Разработка технологического процесса обработки шестерен коробки передач трактора РТ-М-160У в условиях мелкосерийного типа производства (200 изделий в год) с минимальными затратами финансовых средств и времени на подготовку производства.
После анализа существующей номенклатуры шестерен трансмиссии трактора детали были разделены на две группы:
Первая группа – шестерни, имеющие посадочное место под подшипник и два зубчатых венца. Один – рабочий венец, участвующий в передаче крутящего момента на другой вал, второй венец – шлиц, выполняющий роль муфты, соединяющей шестерню с валом. Высота деталей, относительно диаметра, небольшая; всего деталей в группе – 8 штук.
Вторая группа – шестерни, имеющие один зубчатый венец и внутренний шлиц, по которому деталь устанавливается на вал.
Также после анализа был сделан вывод о возможности типизации технологического процесса изготовления шестерен для сокращения материальных затрат и сокращения времени на подготовку производства.
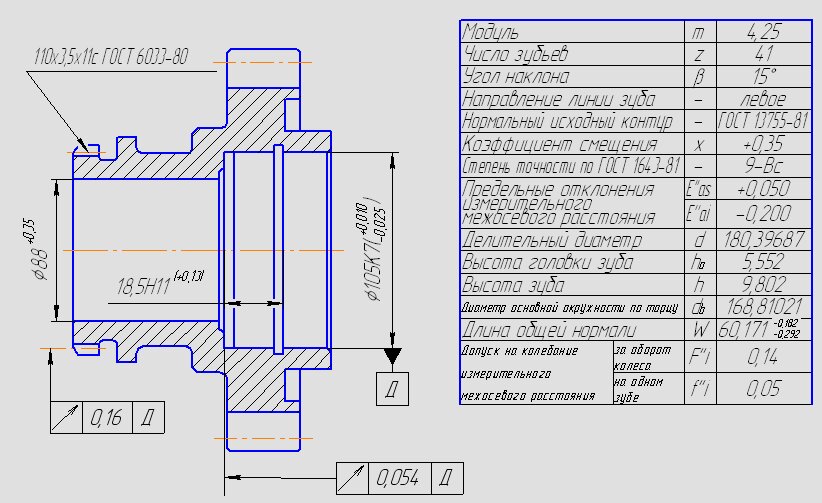
Особую сложность при изготовлении вызывала первая группа деталей (типовая деталь показана на рис. 1). После изготовления опытной партии деталей бракованными по биению делительного диаметра шлица m=3,5 оказалось более 50% деталей.
На основе анализа брака был сделан вывод о том, что при организации изготовления шестерен необходимо устранить следующие проблемы:
1. В цехе отсутствуют точные токарные станки.
2. Отсутствует оснастка на зуборезных станках
3. Отсутствует контроль деталей перед нарезкой зуба и после нарезки зуба перед отправлением деталей на термообработку
4. При внутренней шлифовке внутреннего диаметра под подшипник отсутствует увязка его пространственного положения с осью шлица m=3,5.
Первая проблема – отсутствие точных токарных станков: невозможно изготовить на токарной операции точное отверстие для базирования детали при зубообработке и невозможно изготовить детали без большого биения по наружному диаметру зуба относительно базового отверстия при зубообработке, что приводит к разновысотности зубьев.
Вторая проблема – отсутствие оснастки на зуборезных станках: невозможно изготовить зубчатый венец без большого биения относительного базового отверстия.
Третья проблема – отсутствие контроля перед термообработкой: на внутренней шлифовке отверстия под подшипник и шлифовке зуба детали уже невозможно исправить.
Все три проблемы необходимо было решить в кратчайшие сроки и с наименьшими материальными затратами.
При решении четвертой проблемы нужно учесть, что второй зубчатый венец после термообработки шлифуется от отверстия под подшипник. Необходимо минимизировать биение между отверстием под подшипник и этим зубчатым венцом нарезанным до термообработки, для того, чтобы обеспечить необходимый припуск при шлифовке зуба. Увеличение припуска нежелательно, так как приведет к потере твердости зуба, поэтому припуск на шлифовку зуба принимается не более 0,3 мм на каждую сторону.
Первые три проблемы были решены в совокупности применением оригинальной схемы базирования детали одинаковой на зуборезных операциях и контроле, что соответствует принципу единства баз. Схемы базирования на токарной, зуборезных операциях указаны на рис. 2, 3, 4 , также на рис. 2, 3, 4 можно увидеть контрольные базы, обеспечивающие привязку каждой из обработанных поверхностей к одной оси.
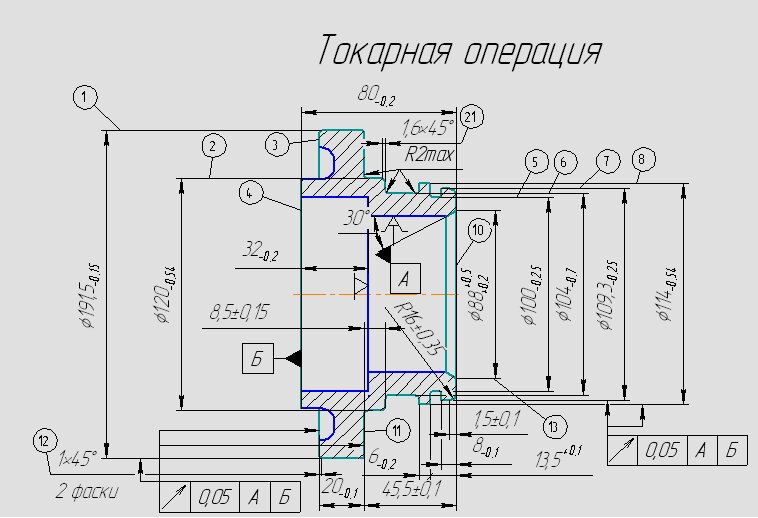
Базирование на токарной операции позволяет обработать с одной установки весь наружный контур детали, что, как было сказано выше, практически сводит к нулю пространственные отклонения между поверхностями. Особенно важно для детали, имеющей два зубчатых венца, расположенных друг от друга на достаточном удалении, иметь параллельные базовые торцы. Для токарной операции были спроектированы две оригинальные цанговые оправки, для обработки всех восьми типовых деталей, позволяющие обработать все наружные торцы с одной установки (см. рис. 5).
Для зубодолбежной операции спроектировано приспособление с двумя сменными конусными втулками, обеспечивающими базирование по конусной фаске и торцу детали (см. рис. 6). Для зубофрезерной операции спроектировано аналогичное приспособление.
Для контроля спроектированы две оправки на всю номенклатуру деталей (см. рис. 7)
Увязка пространственного расположения была учтена на внутришлифовальных операциях см. рис 8.
После простого геометрического расчета пространственных отклонений (см. рис. 9) были получены следующие результаты: после шлифовки диаметра под подшипник отклонение оси шлица m=3,5 от оси диаметра под подшипник составит не более 0,065 мм, отклонение оси зуба m=4,25 от оси диаметра под подшипник составит не более 0,193 мм, что в пересчете по нормали к поверхности зуба обеспечивает требуемый припуск.
Данная технология обеспечивает все требования чертежа, как по геометрическим размерам детали, так и по термообработке. Применение оригинальной схемы базирования по конусной фаске и торцу обеспечивает на зуборезных операциях, биение сопоставимое с базированием в гидропластовом приспособлении, но при этом изготовление приспособления с конусным центровиком на порядок дешевле чем гидропластового. Как показал опыт, по сравнению с посадкой на гладком центровике применение центрирования по конусной фаске имеет следующие преимущества - более высокая точность установки (при базировании на гладком центровике необходимо обеспечивать гарантированный зазор, который увеличивает зазоры между центровиком и деталью), базовые поверхности легко доступны для протирания, что обеспечивет чистоту поверхностей базирования, не требуется точного оборудования для изготовления посадочного места на детали, исключается человеческий фактор при изготовлении посадочного места. Единственный недостаток приспособлений с конусным центровиком в том, что при больших усилиях зажима (в несколько раз превышающих требуемое усилие) происходит смятие конусной фаски и соответственно теряется точность, но и эта проблема разрешима – зажим осуществляется стандартными ключами без удлинителей или динамометрическим ключом.