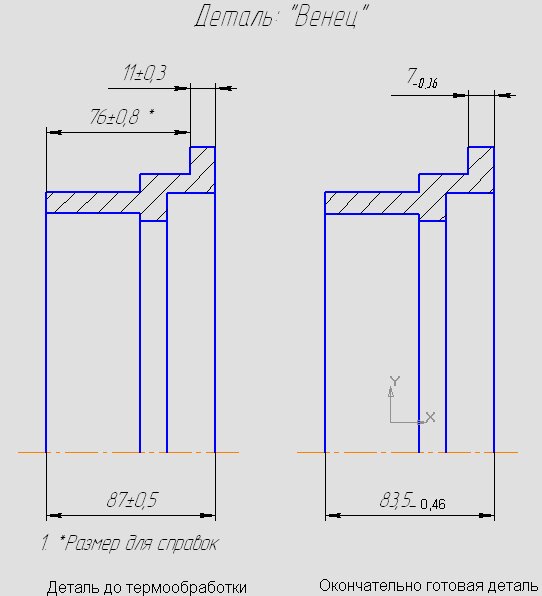
Корректировка техпроцесса механической обработки тонкостенных деталей, сильно коробленых при термообработке. При термообработке деталей типа «Венец» (см. рис. 1) часть деталей получается коробленая по торцовой поверхности, неплоскостность наружных торцев после термообработки у 50% деталей доходит до 2,5 мм, при этом припуск на чистовую механическую обработку: 2,23 мм – максимум и 1,5 мм –минимум.
При первом рассмотрении детали с таким короблением получатся бракованными, так как не хватит припуска на обработку торца, чтобы обеспечить заданную чертежом плоскостность торца. Другая проблема при обработке коробленой детали - невозможно правильно установить деталь при чистовой токарной обработке на приспособление, так как опорного торца, задающего положение детали, фактически нет.
При детальном рассмотрении сильно коробленой детали (см. рис. 2), можно увидеть, что припуск на сторону не уменьшается симметрично с каждой стороны на величину коробления, а имеет волнистую форму. Причем, если с одной стороны детали припуск уменьшился на величину коробления, то с другой стороны он увеличивается на эту же величину. Это происходит потому, что деталь при термообработке не расширяется или сужается, а изгибается ее профиль.
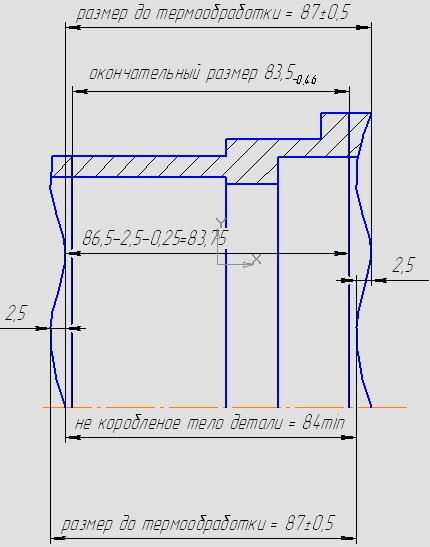
При таком распределении припуска изготовление годной детали заключается в ее «вырезании» из не коробленого тела заготовки. Из рис. 2 можно увидеть что если мы подрежем правый торец так, что снимем с него все выступы вызванные короблением – 2,5 мм и еще припуск на обработку впадин – 0,25 мм, то даже при минимальном размере – 86,5 мм детали отправленной на термообработку, на второй торец останется в местах впадин как минимум 0,25 мм припуска, при этом в местах выступа будет припуск 0,25+2,5=2,75мм.
Для обработки коробленых деталей было принято решение добавить в техпроцесс операцию подрезки торца, который на следующей операции будет являться базовым. Операция подрезки торца изображена на рис. 3
Необходимо учесть, что у коробленой детали короблеными являются не два торца а все торцы. Размер 9,5min задается только для места где снят металл, место, где металл не снят, будет впадиной и размер там составит 11±0,3мм – как до термообработки. При этом расстояние между впадинами и обработанным местом определяется допуском неплоскостности – 1мм. После выполнения подрезки торца деталь можно устанавливать в токарное приспособление и продолжать обработку по техпроцессу на станках с ЧПУ. Дальнейшая токарная обработка схематично показана на рис. 4, где изображены три токарных операции, размеры заданы от обработанного торца. После выполнения расчетов размерным анализом, можно убедиться что со всех торцов будет снят необходимый припуск, обеспечивающий заданную чертежом плоскостность торцов.
После первой токарной операции максимальная неплоскостность торца 1 (рис. 4) не более 0,8, после второй токарной операции торец 2 будет полностью обработан, после третьей токарной операции полностью обработаны будут торцы 1, 3.