Синусные (лекальные) тиски: ключевая станочная оснастка для прецизионной металлообработки
Синусные тиски — это важнейшая станочная оснастка, без которой невозможна прецизионная обработка в современном машиностроении и инструментальном производстве.
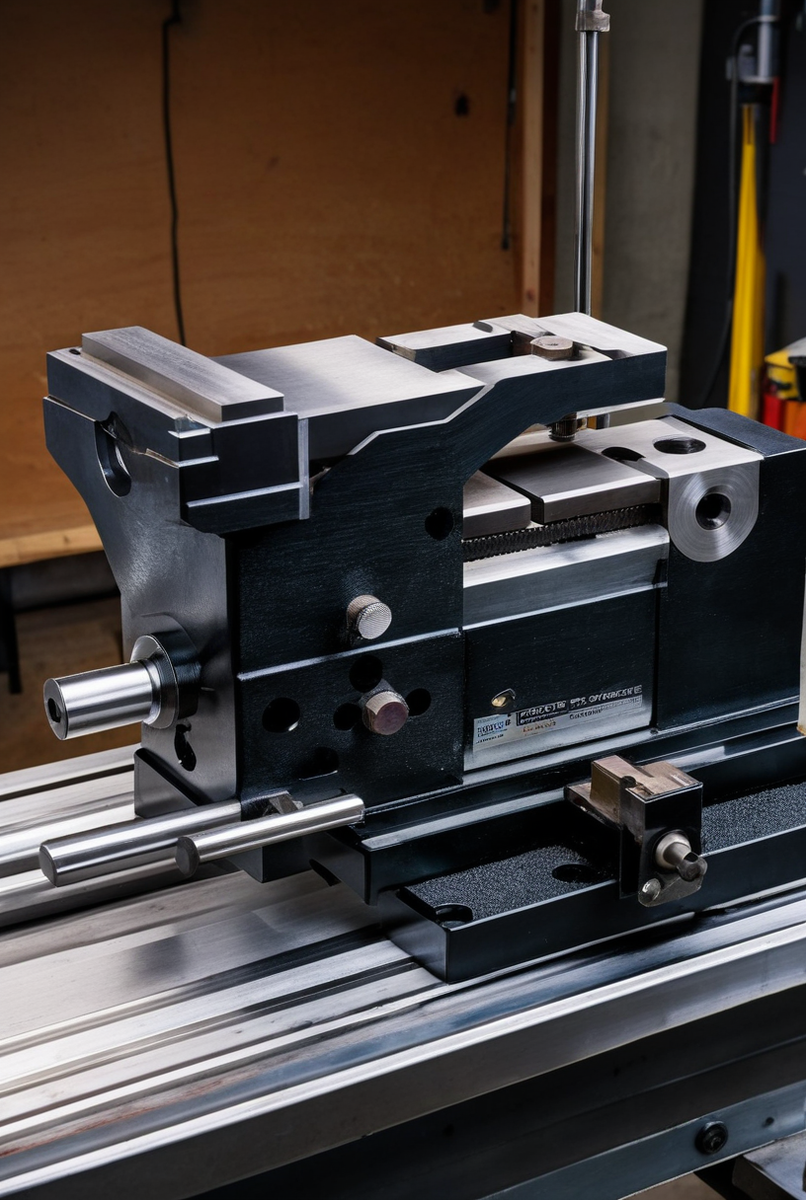
Принцип работы: тригонометрия, синусная линейка и опорные ролики как основа для создания точной наклонной плоскости
Принцип работы этого приспособления для станка основан на простом и гениальном применении тригонометрии. Конструктивно это физическая реализация прямоугольного треугольника. Синусная линейка, интегрированная в основание тисков, имеет два сверхточных опорных ролика, расстояние между центрами которых (L) является постоянной и известной величиной — гипотенузой.
Для создания требуемой наклонной плоскости под один из роликов подкладывается набор калиброванных эталонов, концевые меры длины. Высота этого набора (H) формирует противолежащий катет. Таким образом, угол наклона (α) рабочей поверхности вычисляется по формуле: sin(α) = H / L. Этот метод позволяет выполнять исключительно точную установку угла, что является фундаментом для последующей прецизионной обработки в металлообработке. Простота и точность этого принципа обеспечивают беспрецедентно высокую точность.
Практическое применение в машиностроении и инструментальном производстве: обработка под углом, зажим детали и фиксация заготовки
Ключевая задача — обработка под углом. Они обеспечивают жесткий зажим детали и фиксацию заготовки на фрезерном и шлифовальном станках.
Достижение высокой точности: установка угла через концевые меры длины (плитки Иогансона) для минимизации погрешности при фрезеровании и шлифовании
Достижение высокой точности при обработке под углом напрямую зависит от метода, которым выполняется установка угла. Здесь ключевую роль играют концевые меры длины, также известные как плитки Иогансона. В отличие от механических лимбов, где неизбежна значительная погрешность, использование эталонов длины позволяет свести ошибку к угловым секундам. После расчета высоты блока, плитки тщательно притираются друг к другу для исключения зазоров и устанавливаются под опорный ролик. Эталонная высота формирует угол с минимально возможным отклонением. Такая прецизионная обработка — залог успеха для операций, таких как финишное шлифование или ответственное фрезерование на фрезерном станке. Минимизация погрешности на этапе настройки является гарантией соответствия готовой детали самому высокому классу точности, что абсолютно необходимо в инструментальном производстве.
Контроль и стандарты: класс точности, калибровка по ГОСТ, измерение углов на координатно-измерительной машине этого приспособления для станка, используемого на фрезерном и шлифовальном станках
Как и любое приспособление для станка, обеспечивающее высокую точность, синусные тиски подлежат строгому контролю. Каждому изделию присваивается определенный класс точности, который регламентирует допустимую погрешность в геометрии. Производство и поверка этой станочной оснастки регулируются стандартами, такими как ГОСТ. Периодическая калибровка является обязательной процедурой для подтверждения заявленных характеристик.
Современный контроль выполняется на высокоточном оборудовании. Основным инструментом для этого сегодня служит координатно-измерительная машина (КИМ). На КИМ проводится комплексное измерение углов, проверяется параллельность и перпендикулярность рабочих поверхностей, а также, что критически важно, — межцентровое расстояние между осями опорных роликов. Это позволяет гарантировать, что тиски, используемые на фрезерном станке или шлифовальном станке, будут обеспечивать требуемую точность без накопленных отклонений.

FAQ: Вопрос ответ
- В чем ключевое преимущество синусных тисков перед поворотными аналогами?
Основное отличие — это метод, которым выполняется установка угла. В поворотных тисках используется визуальная шкала, что неизбежно порождает значительную погрешность. Синусные тиски базируются на законах тригонометрии: угол задается не вращением, а созданием физического эталона высоты с помощью набора концевых мер длины (плитки Иогансона). Такой подход исключает субъективную ошибку и обеспечивает высокую точность, необходимую для прецизионной обработки в современном машиностроении и приборостроении. - Для каких операций в металлообработке они незаменимы?
Эта станочная оснастка критически важна для финишных и точных работ. В первую очередь, это шлифование на шлифовальном станке и чистовое фрезерование на фрезерном станке. Любая задача, требующая безупречной обработки под углом, является их прямой сферой применения. Надежная фиксация заготовки и жесткий зажим детали на точно выставленной наклонной плоскости — это гарантия качества в инструментальном производстве и других ответственных отраслях. - Насколько важна калибровка и как она проводится?
Регулярная калибровка, это обязательное условие для поддержания класса точности приспособления. Согласно требованиям ГОСТ, поверка должна проводиться на высокоточном оборудовании, как правило, это координатно-измерительная машина. В ходе процедуры выполняется измерение углов, плоскостности и, что самое главное, точного расстояния между осями опорных роликов, так как от этого параметра напрямую зависит точность работы всей встроенной синусной линейки и всего приспособления для станка. - Существуют ли двухосевые синусные тиски?
Да, помимо стандартных, в машиностроении применяют двухосевые синусные тиски. Эта станочная оснастка позволяет выполнять установку угла в двух взаимно перпендикулярных плоскостях. Такое приспособление для станка незаменимо для сложной прецизионной обработки, где требуется комплексная обработка под углом. Принцип работы остаётся тем же: тригонометрия, синусная линейка и концевые меры длины (плитки Иогансона) для каждой оси, что гарантирует высокую точность. - Каковы основные источники погрешности?
Основная погрешность возникает из-за износа опорных роликов, неточности концевых мер длины (несоответствие классу точности по ГОСТ) или ошибок при сборке блока КМД (загрязнения). Поэтому в инструментальном производстве важна регулярная калибровка. Она включает измерение углов и геометрии на координатно-измерительной машине, что критично перед ответственным фрезерованием или шлифованием. - Каково применение тисков кроме фрезерования и шлифования?
Хотя фрезерный станок и шлифовальный станок — их основное место применения, их универсальность позволяет использовать их и на другом оборудовании. В металлообработке их применяют на сверлильных и расточных станках для сверления точных наклонных отверстий, а также в электроэрозионной обработке. Главное условие — возможность закрепить основание тисков и обеспечить надежный зажим детали для качественной фиксации заготовки и последующей прецизионной обработки.
Источник: https://tovaropediya.ru/articles?id=7617