
Что такое комбинированное сверло для металлообработки и его основное применение вместо кернения.
Комбинированное сверло — это инструмент в металлообработке, который создает точное углубление, эффективно заменяя традиционное и менее точное кернение.
Зачем нужна центровка: создание направляющего отверстия для высокой точности сверления, предотвращение биения и увода сверла при засверливании.
Основная задача, которую решает центровка — создание точного направляющего отверстия. При первом контакте с гладкой поверхностью металла стандартное сверло часто «уходит» в сторону от оси. Этот негативный эффект, именуемый увод сверла, напрямую снижает итоговую точность сверления и может привести к браку изделия. Процесс засверливания с помощью короткого и жесткого центровочного инструмента формирует идеальное коническое углубление. Оно работает как надежный кондуктор для режущей кромки основного сверла, не позволяя ему смещаться. Это эффективно предотвращает разрушительное биение инструмента в начальный момент резания. В результате последующее сверление отверстий выполняется строго по заданным координатам, что является критически важным в точной металлообработке. Такой подход значительно превосходит по качеству простое кернение, не гарантирующее защиту от увода сверла.
Выбор сверла по ГОСТ 14952-75: маркировка, тип А (коническое углубление) и тип B (предохранительная фаска), угол заточки и диаметр хвостовика для инструмента из быстрорежущей стали Р6М5 или твердосплавного материала.
Выбор сверла по ГОСТ 14952-75: маркировка содержит тип А/B (конус/фаска), диаметр хвостовика, угол заточки. Материал — быстрорежущая сталь Р6М5 или твердосплавное.
Практическое применение: оснастка для установки в токарный станок (задняя бабка) и сверлильный станок, и контроль за тем, какая будет глубина центровки.
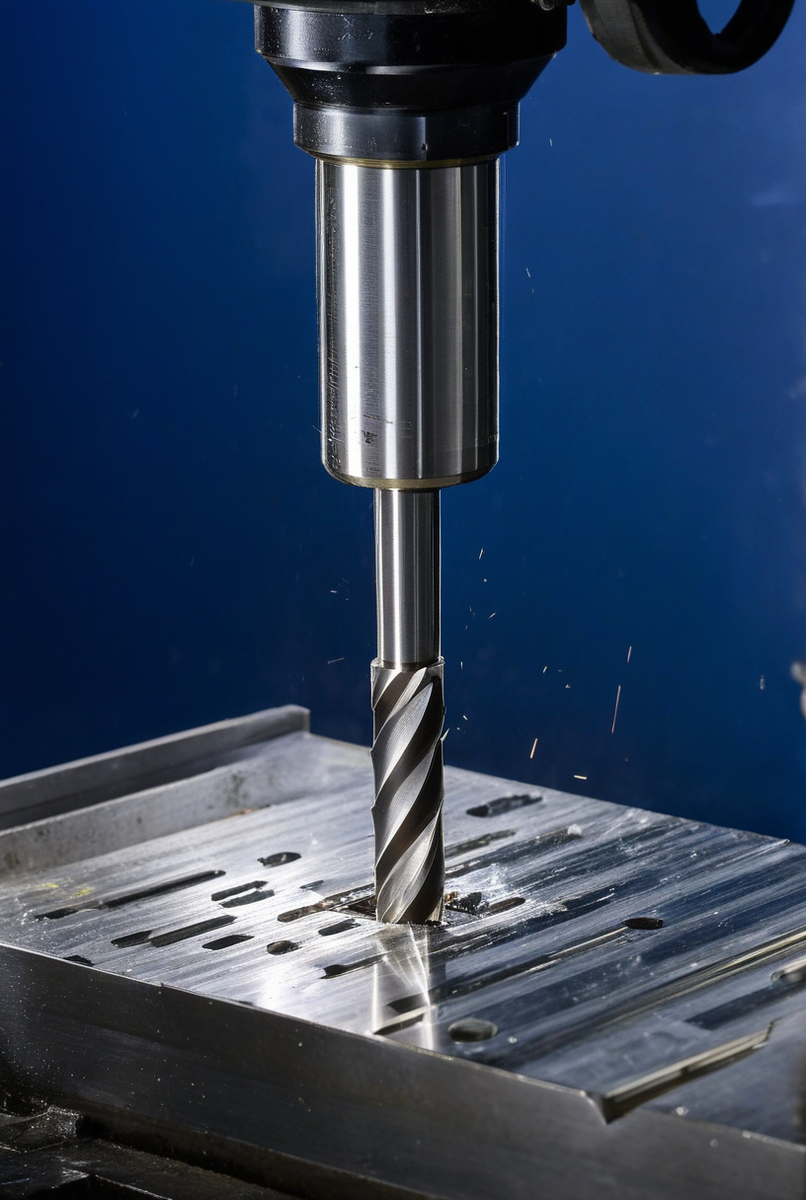
Практическое применение инструмента требует правильной оснастки. На токарном станке сверло устанавливается в патрон, закрепленный в пиноли задней бабки. Заготовка вращается, подача осуществляеться вручную. На сверлильном станке, наоборот, сверло вращается в шпинделе, а деталь неподвижна. Качественная оснастка и правильная установка минимизируют биение инструмента, что является залогом точности.
Ключевой задачей является контроль за тем, какая будет глубина центровки. Она должна быть оптимальной: диаметр конической части углубления должен лишь незначительно превышать диаметр перемычки следующего сверла. Слишком малая глубина не обеспечит нужного направления, а избыточная может стать причиной поломки основного сверла из-за неправильного контакта его режущих кромок с поверхностью. Глубину удобно контролировать по градуированной шкале (лимбу) пиноли задней бабки или шпинделя станка.
Оптимальные режимы резания и необходимость применения СОЖ для последующего сверления отверстий.
Эффективная металлообработка невозможна без выбора правильных параметров. Оптимальные режимы резания напрямую зависят от материала сверла и заготовки. Для инструмента из быстрорежущей стали Р6М5 скорость резания ниже, чем для твердосплавного аналога, который работает на высоких оборотах. Однако подача всегда должна быть контролируемой и плавной, чтобы не сломать тонкий наконечник. Критически важным аспектом является постоянное применение СОЖ (смазочно-охлаждающей жидкости). Без охлаждения инструмент быстро перегревается, теряя свои режущие свойства. СОЖ не только охлаждает, но и смазывает зону реза, уменьшая трение и износ, а также помогает эвакуировать стружку. Качественная центровка с использованием СОЖ обеспечивает лучшие условия для последующего сверления отверстий, продлевая срок службы основного сверла и повышая точность.
FAQ: Вопрос ответ
Чем принципиально отличаются сверла тип А и тип В по ГОСТ 14952-75?
Основное различие в геометрии, что отражает маркировка. Комбинированное сверло типа А формирует простое коническое углубление (стандартный угол заточки 60°). Выбор сверла типа B, согласно ГОСТ 14952-75, предпочтительнее для ответственной металлообработки: помимо основного конуса, оно создает предохранительную фаску под углом 120°. Эта фаска защищает кромку отверстия от повреждений и необходима, если деталь будет устанавливаться в центрах (например, в задней бабке) на токарный станок.
Можно ли просверлить глубокое отверстие, используя только центровочное сверло?
Категорически нет. Его применение ограничено исключительно операцией засверливания. Инструмент имеет короткую режущую часть и массивный корпус (большой диаметр хвостовика относительно рабочей части) для максимальной жесткости. Такая конструкция не предназначена для эвакуации стружки. Попытка глубокого сверления отверстий на сверлильном станке приведет к заклиниванию и поломке. Его задача — только создать точное направляющее отверстие для основного инструмента.
Какие последствия неверно выбранной глубины центровки?
Неправильная глубина центровки — частая ошибка, сводящая на нет все преимущества центровки.
- Слишком малая глубина: Не обеспечит должного направления, что вызовет увод сверла и потерю точности сверления. Эффект будет сравним с работой по неточной разметке от кернения.
- Слишком большая глубина: Режущие кромки основного сверла при врезании будут контактировать не с дном, а с наклонными стенками конуса; Это вызовет сильное биение, вибрацию и может сломать инструмент. Правильная оснастка и контроль — залог успеха.
Обязательно ли использовать СОЖ при центровке?
Да, настоятельно рекомендуется. Несмотря на малую глубину, режимы резания могут быть интенсивными. Применение СОЖ критически важно для инструмента из быстрорежущей стали Р6М5, так как она охлаждает зону реза, предотвращая отпуск режущих кромок, и значительно продлевает срок службы. Для твердосплавного инструмента СОЖ также важна для смазки и вымывания стружки, обеспечивая чистоту поверхности. Качественная центровка — залог успеха для всего процесса сверления отверстий.
Как правильно подобрать диаметр центровочного сверла?
Правильный выбор сверла для операции центровка — это залог успеха. Основное правило гласит: максимальный диаметр создаваемого конического углубления должен быть немного больше диаметра поперечной кромки (перемычки) основного сверла, которое будет использоваться для последующего сверления отверстий. Это делается для того, чтобы при врезании основной инструмент не касался дна лунки своей центральной частью, что неизбежно вызвало бы сильное биение и привело к снижению точности сверления. На маркировке инструмента, согласно ГОСТ 14952-75, (например, 3.15х8.0), первое число обозначает диаметр рабочей части, а второе — диаметр хвостовика. Всегда соотносите эти параметры с задачей, чтобы ваше направляющее отверстие идеально выполняло свою функцию в процессе ответственной металлообработки, превосходя по качеству простое кернение.
Какой материал лучше: быстрорежущая сталь Р6М5 или твердосплавное сверло?
Выбор материала напрямую определяет режимы резания и долговечность инструмента. Комбинированное сверло из быстрорежущей стали Р6М5 является универсальным и экономичным вариантом для большинства конструкционных сталей и цветных сплавов. Оно более пластично и способно выдерживать незначительные вибрации. Твердосплавное сверло незаменимо при обработке закаленных материалов (свыше 45 HRC), чугуна, а также для высокопроизводительной работы на станках с ЧПУ. Оно позволяет использовать значительно более высокие режимы резания, но из-за хрупкости требует идеальной жесткости системы «станок-оснастка-инструмент», например, на токарном станке с идеально выставленной задней бабкой, и абсолютно не терпит биения.
Почему центровочные сверла часто ломаются?
Поломка инструмента — это почти всегда следствие нарушения технологии. Основные причины следующие:
- Чрезмерная подача: Слишком агрессивные режимы резания, особенно высокая осевая подача в момент засверливания, ломают хрупкий кончик.
- Отсутствие СОЖ: Перегрев инструмента из Р6М5 ведет к отпуску режущих кромок, потере твердости и поломке. Качественное применение СОЖ обязательно;
- Неверная глубина центровки: Попытка углубиться основной цилиндрической частью сверла вызывает его заклинивание в материале.
- Плохая оснастка и несоосность: Изношенный патрон на сверлильном станке или в задней бабке вызывает биение, которое губительно для жесткого инструмента.
Источник: https://tovaropediya.ru/articles?id=7532