Задача создать термопатрон для обработки в труднодоступных местах, с большим вылетом, когда необходимо максимально использовать геометрическую жесткость. В данном примере использовался для резьбофрезы М3.5, для фрезерование резьбы в кукурузах с вылетом более 32мм, единственный способ увеличить размерную стойкость инструмента, это увеличить жесткость за счет использования своего термопатрона.
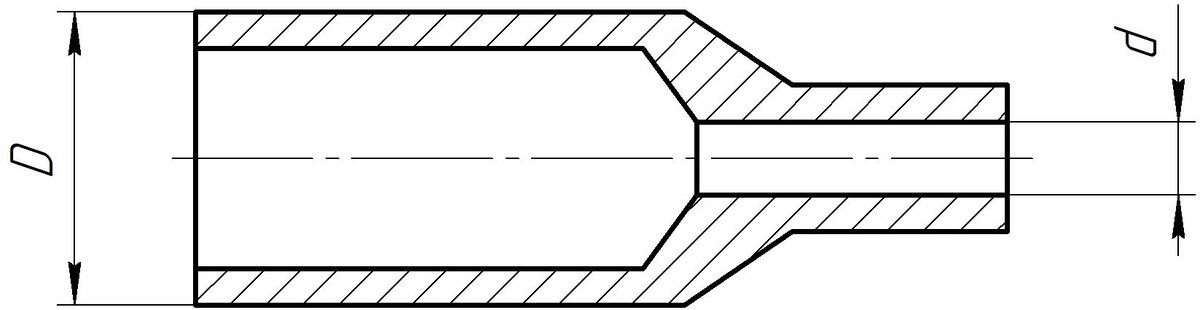
Диаметр D - диаметр гидропатрона, куда будем устанавливать наш термопатрон, с посадкой g7. Диаметр d - диаметр устанавливаемого инструмента с натягом 0,01...0,02 мм, в данном случае Ф6 (диаметр хвостовика инструмента), получен осевым движением концевой фрезы Ф6, диаметр ее как раз -0,01..-0,02 от номинала. Все остальные элементы конструктивно, получены из прорисовки в NX, и проверки в Vericut
Прессуем после нагрева ТВЧ до красна.
Результат уже в гидропатроне:

При качественном изготовлении, биение можно достигнуть 0,01-0,02мм