Назначение и роль усиленного вращающегося центра в металлообработке
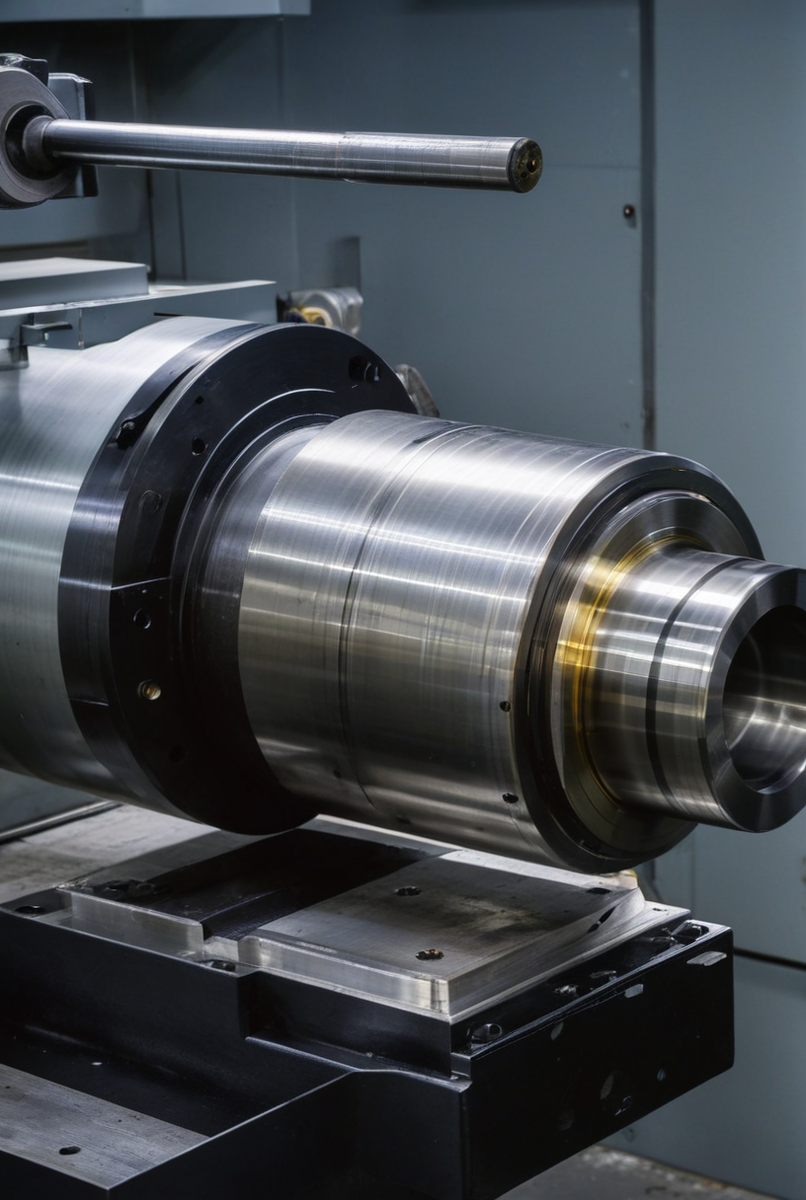
Токарный вращающийся центр усиленной серии – это незаменимое станочное приспособление. Он устанавливаеться в заднюю бабку для поддержки заготовки‚ обеспечивая высокую точность обработки при тяжелых режимах резания.
Конструкция и преимущества: центр упорный вращающийся как ключевая оснастка для станка
Центр упорный вращающийся — это ключевая оснастка для станка для металлообработки. Его корпус‚ монтируемый в пиноль задней бабки‚ содержит прецизионный подшипниковый узел. Внутри скомбинированы подшипники: мощный упорный подшипник воспринимает осевую нагрузку‚ а радиальные, радиальную нагрузку. Это обеспечивает низкое биение центра‚ что критично для точности обработки. Рабочая часть из закаленной стали обеспечивает высокую износостойкость.
Ключевые преимущества конструкции:
- Надежность и долговечность: Система уплотнений дает эффективную защиту от СОЖ и абразива‚ что гарантирует стабильность при тяжелых режимах резания.
- Жесткая фиксация детали: Конструкция усиленной серии обеспечивает надежную поддержку заготовки‚ что особенно важно при точении длинных деталей и силовой обработке валов.
- Универсальность: Модели‚ где есть сменные насадки‚ превращают силовой центр в многозадачное станочное приспособление‚ расширяя возможности токарного вращающегося центра.
Основные технические характеристики: конус Морзе (КМ4‚ КМ5‚ КМ6)‚ класс точности и ГОСТ 11904-79
Ключевые технические характеристики определяют правильный выбор токарного центра. Важнейший параметр — конус Морзе для установки в пиноль задней бабки. Для средних и больших станков применяются конусы КМ4‚ КМ5 и КМ6; чем выше номер‚ тем для более габаритного оборудования и тяжелых работ предназначен центр упорный вращающийся. Несоответствие конуса недопустимо.
Критически важен и класс точности‚ регламентируемый по ГОСТ 11904-79. Он определяет максимальное радиальное биение центра. Чем выше класс (А‚ В)‚ тем меньше биение и‚ соответственно‚ выше итоговая точность обработки готовой детали. Для силовых работ при металлообработке достаточен нормальный класс‚ но для финишного точения длинных деталей требуется повышенный. Это ключевой критерий при подборе оснастки для станка‚ влияющий на качество получаемой поверхности и итоговую геометрическую точность.
Критерии выбора токарного центра для тяжелых режимов резания: грузоподъемность‚ нагрузки и максимальные обороты
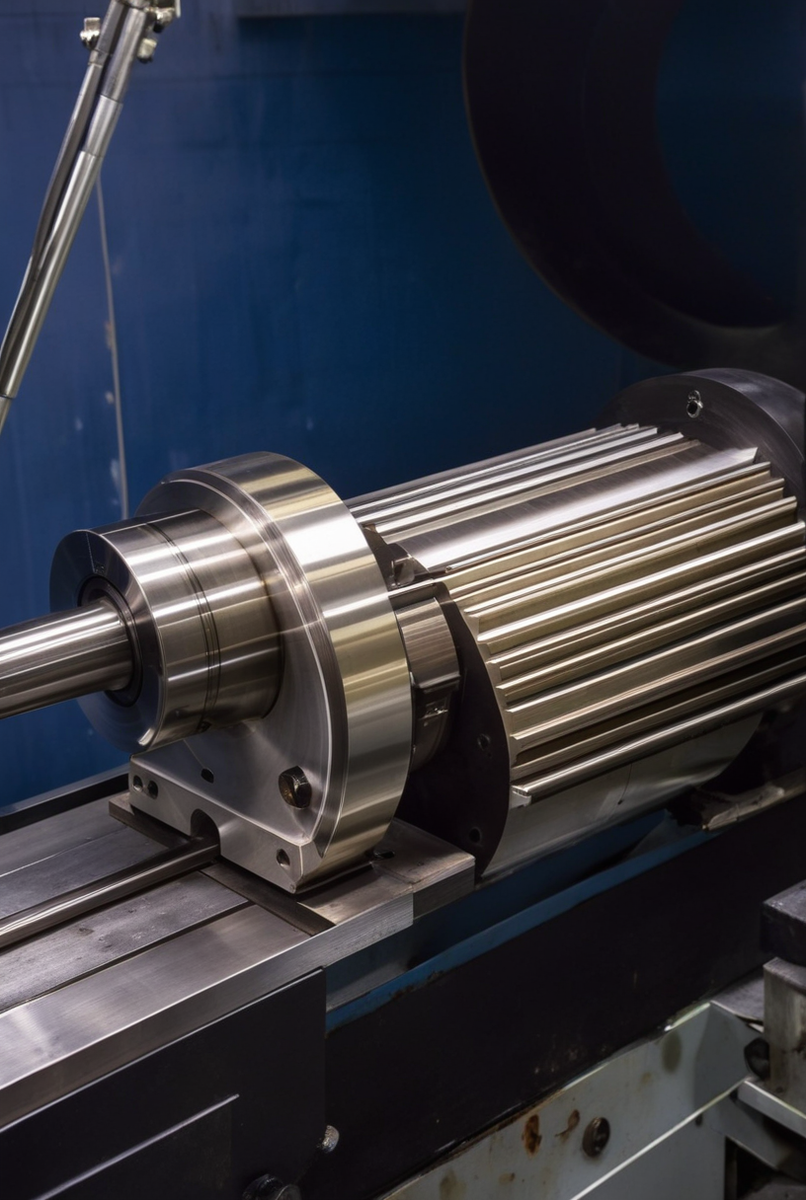
При выборе токарного центра для тяжелых режимов резания ключевыми становятся силовые технические характеристики. Обычная оснастка для станка здесь не подойдет‚ нужен силовой центр усиленной серии. Первостепенное значение имеет грузоподъемность — максимальный вес детали‚ который станочное приспособление способно выдержать без потери точности обработки. Это критично при обработке валов и точении длинных деталей.
Не менее важна способность центра воспринимать высокие нагрузки: как радиальную нагрузку от инструмента‚ так и значительную осевую нагрузку от поджатия задней бабкой. Конструкция с мощным упорным подшипником гарантирует надежную поддержку заготовки и предотвращает вибрации. Наконец‚ необходимо учитывать максимальные обороты. Превышение этого параметра ведет к перегреву‚ разрушению подшипникового узла и выходу центра из строя. Сопоставление этих трех критериев с задачами металлообработки обеспечивает долговечность и эффективность.
Как купить вращающийся центр: надежный производитель оснастки и износостойкость
Когда возникает задача купить вращающийся центр‚ выбор поставщика становится решающим. Надежный производитель оснастки – это гарантия того‚ что все технические характеристики‚ указанные в паспорте‚ соответствуют действительности. Это напрямую влияет на точность обработки и срок службы. Дешевая оснастка для станка от сомнительных брендов часто приводит к браку и аварийным ситуациям. Важно обращать внимание не только на цену‚ но и на репутацию компании.
Особое значение имеет износостойкость. Рабочая часть (конус) качественного токарного вращающегося центра усиленной серии всегда изготавливается из легированной закаленной стали высокой твердости. Такое станочное приспособление способно долго работать в самых сложных условиях‚ сохраняя свои параметры. Выбирая продукцию проверенного производителя‚ вы инвестируете в стабильность производственного процесса и минимизируете риски непредвиденных поломок.
FAQ: Вопрос ответ
Что произойдет при превышении указанной грузоподъемности и макс. оборотов?
Превышение паспортных технических характеристик — прямой путь к выходу оснастки для станка из строя. Если превышена грузоподъемность‚ то осевая нагрузка и радиальная нагрузка быстро разрушат упорный подшипник. Это вызовет резкое увеличение биения центра‚ потерю точности обработки и аварию. Превышение максимальных оборотов вызывает перегрев и заклинивание узла. Для тяжелых режимов резания и обработки валов нужен выбор токарного центра усиленной серии с большим запасом.
Почему обычный центр не подходит для силовых работ‚ в отличие от усиленного?
Причина в конструкции. Обычный токарный вращающийся центр не рассчитан на такие нагрузки. Силовой центр, это станочное приспособление для металлообработки в экстремальных условиях. Его корпус массивнее‚ а рабочая часть из закаленной стали имеет высокую износостойкость. Ключевое отличие — мощный подшипниковый узел для надежной поддержки заготовки. Также центр упорный вращающийся усиленной серии имеет эффективную защиту от СОЖ. Его фиксация детали в пиноли задней бабки с конусами КМ5 или КМ6 обеспечивает монолитную жесткость.
Всегда ли нужно выбирать центр с наивысшим классом точности по ГОСТ 11904-79?
Нет‚ это не всегда экономически оправдано. Класс точности — это баланс цены и результата. Для черновых операций‚ при точении длинных деталей‚ где снимается большой припуск‚ центр нормального класса точности будет достаточным. Купить вращающийся центр высокого класса (А или В) целесообразно для финишных операций‚ когда важна идеальная геометрия. Использование дорогой оснастки для грубых работ нецелесообразно. Важно доверять производителям оснастки‚ которые гарантируют соответствие класса по ГОСТ 11904-79.
Как правильно подобрать конус Морзе (КМ4‚ КМ5‚ КМ6) для своего станка?
Выбор токарного центра начинается с определения типа его хвостовика. Конус Морзе — это стандартный интерфейс для установки оснастки в пиноль задней бабки. Размер конуса (например‚ КМ4‚ КМ5‚ КМ6) должен строго соответствовать посадочному отверстию вашего станка. Использование переходных втулок для тяжелых режимов резания крайне не рекомендуется‚ так как это снижает жесткость системы и точность обработки. Чем больше номер конуса‚ тем для более мощного оборудования и массивных деталей предназначен центр упорный вращающийся. Правильно подобранный конус обеспечивает надежную фиксацию детали и равномерное распределение нагрузок‚ что особенно важно при обработке валов.
Для чего нужны сменные насадки и стоит ли за них переплачивать?
Токарный вращающийся центр со сменными насадками — это универсальное станочное приспособление. Такая конструкция позволяет использовать один базовый корпус для широкого спектра задач металлообработки. Например‚ можно быстро сменить стандартный конус на грибовидный для точения длинных деталей с большим центровым отверстием или на специальный профиль. Это экономически выгоднее‚ чем купить вращающийся центр под каждую уникальную задачу. Для многопрофильных производств такая оснастка для станка от проверенного производителя оснастки является оптимальным решением‚ повышающим гибкость и снижающим общие затраты.
Насколько важна правильная установка центра в заднюю бабку?
Правильная установка — залог долговечности и точности. Перед монтажом необходимо тщательно очистить и обезжирить как сам конус Морзе‚ так и внутреннюю поверхность пиноли. Любые загрязнения или заусенцы приведут к перекосу‚ что немедленно увеличит биение центра и снизит износостойкость подшипникового узла. Силовой центр должен быть установлен резким‚ но не чрезмерно сильным движением. Качественная посадка гарантирует‚ что упорный подшипник и другие элементы будут корректно воспринимать осевую нагрузку и радиальную нагрузку‚ обеспечивая заявленные технические характеристики и класс точности по ГОСТ 11904-79.
Источник: https://tovaropediya.ru/articles?id=9753