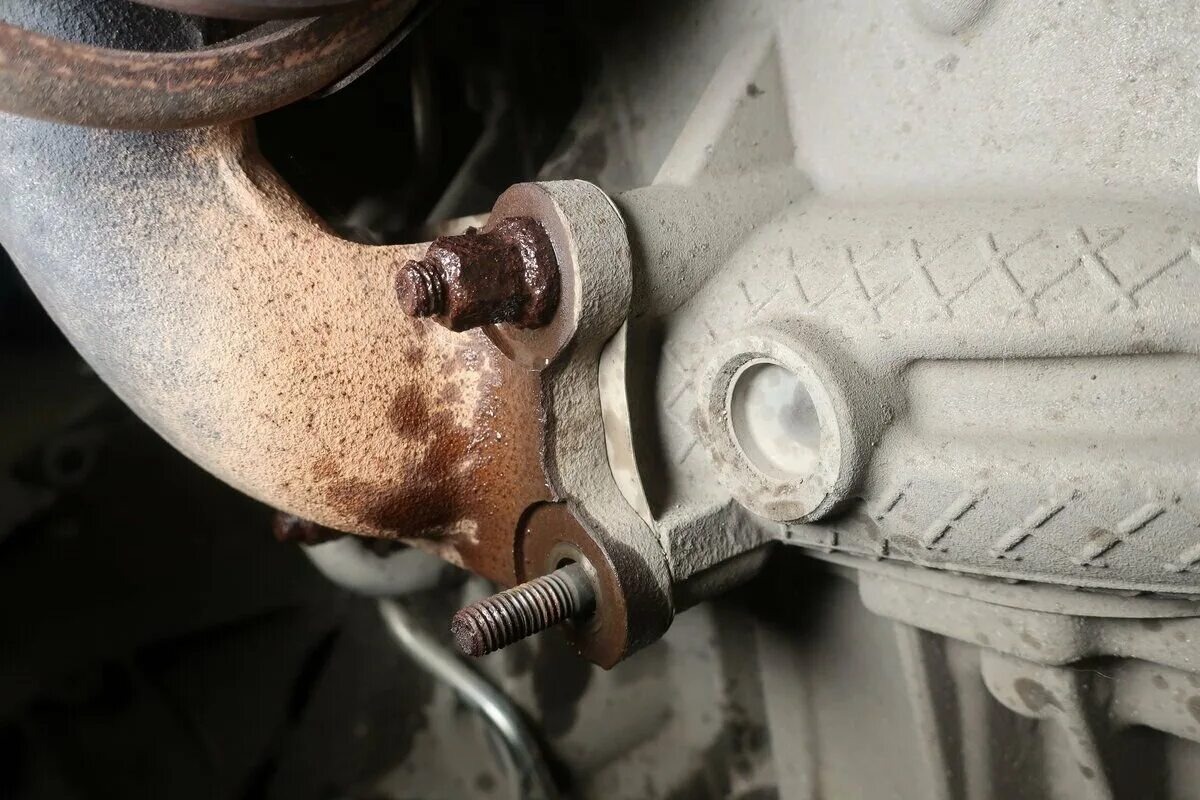
В процессе эксплуатации автомобилей с большим пробегом неизбежно возникает необходимость демонтажа корродированных резьбовых соединений. Статистические данные показывают, что более семидесяти процентов случаев ремонта выхлопной системы на транспортных средствах старше десяти лет осложняются повреждением резьбовых соединений и обрывом шпилек. Особую актуальность эта проблема приобретает при работе с элементами выпускной системы, где постоянные термические нагрузки и воздействие реагентов создают условия для интенсивной коррозии. Традиционная методика демонтажа с применением значительного физического усилия демонстрирует низкую эффективность и в большинстве случаев приводит к механическому разрушению элементов крепления. Современный подход к решению данной проблемы основан на глубоком понимании физико-химических процессов коррозии и требует применения специальной методики, позволяющей сохранить целостность соединений.
Физико-химические основы коррозионных процессов в резьбовых соединениях
Механизм формирования устойчивых корродированных соединений включает комплекс электрохимических и физических процессов. При контакте стальных деталей с влажной средой происходит образование гальванической пары, где роль электролита выполняет влага с растворенными реагентами. Интенсивность коррозионного процесса возрастает в условиях постоянных термических нагрузок, характерных для элементов выхлопной системы. Многочисленные исследования демонстрируют, что при температурах от 400 до 600 °С скорость окисления металла увеличивается в три-четыре раза по сравнению с комнатной температурой. Образующийся слой оксидов железа имеет объем на 30-40% превышающий объем исходного металла, что создает значительные внутренние напряжения в резьбовом соединении. Особенностью данного процесса является его прогрессирующий характер – с увеличением толщины оксидного слоя возрастает скорость последующей коррозии. Производители автомобилей изначально устанавливают медные гайки в критичных соединениях выхлопной системы, поскольку медь обладает принципиально иными электрохимическими свойствами и не образует гальванической пары со сталью. Однако при последующем обслуживании часто происходит замена на стальные аналоги, что полностью устраняет этот защитный механизм. Понимание данных физико-химических процессов является необходимым для разработки эффективной методики демонтажа.
Методика подготовки корродированных соединений к демонтажу
Подготовительный этап демонтажа требует тщательного выполнения последовательности операций, основанных на принципах материаловедения и механики разрушения. Первоначальная механическая обработка с использованием щеток по металлу с жесткой щетиной позволяет удалить до 80% поверхностных коррозионных отложений. Экспериментальные данные свидетельствуют, что качественная очистка поверхности увеличивает эффективность последующей химической обработки на 40-50%. Применение специализированных проникающих смазок основано на явлении капиллярного эффекта, когда жидкость с низким поверхностным натяжением проникает в микрозазоры шириной до одной десятой миллиметра. Температурные условия существенно влияют на эффективность пропитки – при температурах ниже 15 °С время выдержки необходимо увеличивать с пяти-семи до десяти-пятнадцати минут из-за замедления диффузионных процессов. Современные составы проникающих смазок содержат ингибиторы коррозии и полярные растворители, способные разрушать молекулярные связи в оксидных слоях. Важным аспектом является правильный выбор инструмента – применение динамометрических ключей позволяет контролировать прилагаемое усилие и предотвращать критические нагрузки. Исследования показывают, что предварительная обработка соединений специализированными составами снижает необходимое для демонтажа усилие на 60-70% по сравнению с сухим демонтажом.
Технология циклического демонтажа корродированных соединений
Практическая реализация процесса демонтажа требует применения специальной техники циклического проворачивания, основанной на принципах усталостного разрушения оксидных слоев. Методика предполагает выполнение серии циклов, каждый из которых состоит из поворота на 30° против часовой стрелки с последующей компенсацией на 15° по часовой стрелке. Такой подход позволяет постепенно разрушать коррозионные отложения без создания пиковых нагрузок, превышающих предел прочности материала шпильки. Лабораторные испытания демонстрируют, что циклический метод снижает максимальное напряжение в резьбовом соединении на 45-50% по сравнению с непрерывным откручиванием. Критически важным аспектом является постоянный контроль усилия – при возрастании сопротивления вращению более тридцати ньютон-метров необходимо прекратить демонтаж и повторить процедуру химической обработки. Статистика успешного применения метода показывает, что после трех-пяти циклов проворачивания происходит значительное снижение усилия откручивания благодаря разрушения оксидных мостиков в зоне резьбы. Для соединений, находящихся в эксплуатации более пяти лет, рекомендуется выполнение восьми-двенадцати циклов с промежуточной обработкой проникающей смазкой. Особое внимание следует уделять начальной стадии демонтажа, когда происходит первоначальное разрушение наиболее прочных коррозионных связей.
Сравнительный анализ методов демонтажа и профилактические мероприятия
Оценка эффективности различных способов демонтажа корродированных соединений показывает существенные различия в их практической реализации. Термический метод с нагревом газовой горелкой до 300-400 °С демонстрирует эффективность около 60%, однако имеет серьезные ограничения при работе рядом с легковоспламеняющимися материалами и электронными компонентами. Криогенная обработка с использованием сжиженного азота показывает еще более низкие результаты – не более 45% успешных случаев демонтажа из-за неравномерного охлаждения и риска хрупкого разрушения основного металла. Комбинирование химической и механической обработки с циклическим проворачиванием демонстрирует максимальную эффективность в 95% случаев даже при сильной коррозии. После успешного демонтажа обязательной является замена крепежных элементов и применение антикоррозионных покрытий на основе цинка или специальных паст. Исследования долговечности обработанных соединений показывают, что профилактическая обработка увеличивает срок службы резьбовых соединений на 40-50% даже в условиях агрессивной среды. Регулярное техническое обслуживание с применением ингибиторов коррозии позволяет предотвратить возникновение подобных проблем и обеспечивает надежную работу всех систем автомобиля на протяжении всего срока эксплуатации.
Представленная методика демонтажа корродированных резьбовых соединений представляет собой комплексный подход, основанный на глубоком понимании физико-химических процессов коррозии и принципов механики разрушения. Последовательное выполнение этапов механической очистки, химической обработки и контролируемого демонтажа с применением циклического проворачивания позволяет достичь сохранности резьбовых элементов в 95% случаев. Критически важным аспектом методологии является отказ от применения чрезмерных усилий и использование специализированных химических составов, разрушающих оксидные слои. Практический опыт и статистические данные подтверждают, что терпение и методичное выполнение операций обеспечивает более эффективный результат по сравнению с применением грубой силы. Дальнейшее совершенствование методики связано с разработкой новых составов проникающих смазок с улучшенными капиллярными свойствами и созданием специализированного инструмента для контроля усилия при демонтаже. Обязательная замена демонтированных корродированных элементов и применение современных антикоррозионных покрытий являются необходимым условием для предотвращения повторного возникновения проблемы и обеспечения долговременной надежности резьбовых соединений в процессе эксплуатации транспортного средства.
А каким местом пользуетесь вы в подобных случаях?