
Машинный метчик: ключевое отличие от ручного‚ геометрия режущей части и материалы (быстрорежущая сталь HSS‚ твердый сплав)
Отличие:однопроходный. Геометрия заборной части и хвостовик иные. Материал:быстрорежущая сталь (HSS) или твердый сплав.
Подготовка к операции: закрепление детали‚ сверлильный станок‚ ЧПУ‚ оснастка и таблица сверления для выбора диаметра отверстия под резьбу
Подготовительный этап имеет решающее значение. В первую очередь — абсолютно неподвижное закрепление детали. Для этого применяется соответствующая оснастка (станочные тиски‚ прижимы)‚ гарантирующая отсутствие вибраций. Это требование одинаково строго при работе на обычном вертикально-сверлильном станке и на современных обрабатывающих центрах с ЧПУ. Следующий шаг — правильный выбор сверла. Неверно подобранный диаметр отверстия под резьбу является главной причиной брака. Слишком маленький диаметр вызовет заклинивание и поломку метчика‚ а слишком большой — приведет к неполному профилю витков резьбы и очень слабому соединению. Чтобы избежать ошибок‚ всегда используется таблица сверления. В ней для каждого размера резьбы и ее шага указан точный диаметр сверла. Эти данные стандартизированы (например‚ по ГОСТ) и их использование строго обязательно для получения качественной внутренней резьбы.
Технология нарезания резьбы: резьбонарезной патрон‚ соосность‚ биение‚ подача и обороты шпинделя
Ключевой элемент оснастки, это специальный резьбонарезной патрон с компенсацией. Он не только обеспечивает надежный зажим‚ но и имеет осевую компенсацию (на растяжение и сжатие)‚ которая нивелирует малейшее рассогласование между скоростью подачи и шагом резьбы. Это защищает дорогостоящий инструмент от поломки. Критически важными параметрами являются строжайшая соосность оси вращения шпинделя и оси подготовленного отверстия‚ а также практически нулевое биение метчика. Отклонение от этих условий неминуемо ведет к разбивке резьбы‚ увеличению крутящего момента и поломке инструмента. Подача и обороты шпинделя, взаимосвязанные величины. Для станков с ЧПУ подача (в мм/мин) строго рассчитывается как произведение оборотов на шаг резьбы. Ошибки в программировании недопустимы. Скорость резания (и связанные с ней обороты шпинделя) подбирается по таблицам производителя инструмента‚ исходя из материала заготовки и диаметра.
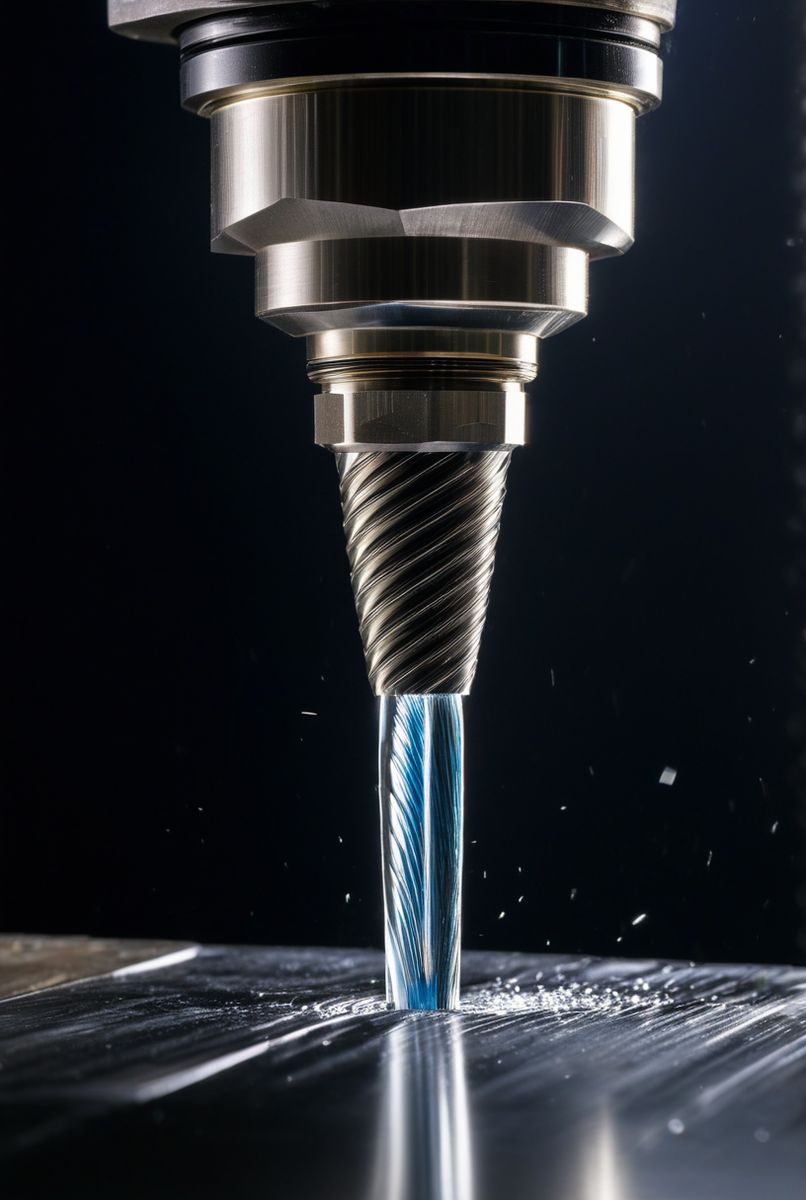
Применение СОЖ (смазочно-охлаждающая жидкость) и эффективный отвод стружки для предотвращения поломки метчика
Применение СОЖ (смазочно-охлаждающей жидкости) — это не рекомендация‚ а обязательное условие при машинном нарезании резьбы‚ особенно на высоких скоростях. Она выполняет две важнейшие функции: смазывает зону резания‚ значительно снижая трение и крутящий момент‚ и интенсивно охлаждает резьбонарезной инструмент‚ предотвращая его перегрев и потерю твердости. Именно недостаток смазки и критический нагрев являются частыми причинами преждевременного износа и внезапной поломки метчика.
Не менее важен эффективный отвод стружки. При формировании внутренней резьбы стружка должна немедленно эвакуироваться через стружечные канавки. Если этого не происходит‚ канавки забиваются‚ что приводит к резкому росту нагрузки и заклиниванию инструмента. Выбор геометрии канавки критичен: для глухих отверстий используют метчики с винтовыми канавками‚ которые «вытягивают» стружку вверх‚ а для сквозных — с подточкой‚ выталкивающей её вперёд. Правильная подача СОЖ не только охлаждает‚ но и вымывает стружку‚ обеспечивая бесперебойный процесс металлообработки.
Специальный резьбонарезной инструмент (бесстружечный метчик-раскатник) и контроль качества (ГОСТ‚ класс точности‚ профиль резьбы‚ шаг резьбы)
Помимо классического режущего инструмента‚ в современной металлообработке широкое применение находит специальный резьбонарезной инструмент — бесстружечный метчик‚ также известный как раскатник. Его принцип действия кардинально отличаеться: он не срезает металл‚ а пластически деформирует его‚ выдавливая витки внутренней резьбы. Это дает ряд преимуществ: полное отсутствие стружки‚ что критично для глухих отверстий‚ и упрочнение поверхности резьбы за счет наклёпа. Однако раскатники применимы только для вязких и пластичных материалов.
После завершения операции нарезания резьбы обязательным этапом является контроль ее качества. Все параметры регламентируются стандартами‚ в первую очередь — ГОСТ. Контроль осуществляется с помощью резьбовых калибров (проходных и непроходных). Проверяются все ключевые характеристики: соответствие заданному профилю резьбы (например‚ метрическому)‚ точность выдерживания шага‚ а самое главное — класс точности. Именно класс точности (например‚ 6H) определяет поле допуска и гарантирует‚ что болт или шпилька соответствующего класса точности обеспечат надежное соединение.
FAQ: Вопрос ответ
Можно ли использовать ручной метчик из комплекта метчиков (черновой и чистовой) на сверлильном станке?
Категорически не рекомендуется. Основное отличие в том‚ что машинный резьбонарезной инструмент является однопроходным‚ то есть формирует полный профиль резьбы за один проход. У него иная геометрия режущей части‚ особенно укороченная заборная часть для работы в глухих отверстиях. Ручные метчики из комплекта метчиков (черновой‚ средний и чистовой) рассчитаны на постепенное снятие металла и ручное усилие с реверсом. Попытка использовать их на станке‚ особенно на высоких оборотах‚ почти гарантированно приведет к поломке метчика из-за чрезмерной нагрузки и неправильного отвода стружки.
Что такое машинно-ручной метчик и в чем его особенность?
Машинно-ручной метчик, это универсальный инструмент‚ который можно использовать как для ручного нарезания резьбы‚ так и на станках на невысоких скоростях. Его хвостовик имеет и квадрат для воротка‚ и цилиндрическую часть для зажима в патроне. Геометрия режущей части и стружечная канавка представляют собой компромисс‚ позволяющий работать в обоих режимах. Однако для серийного производства на станках ЧПУ предпочтительней всегда использовать специализированный машинный инструмент.
Почему для бесстружечного метчика (раскатника) нужен другой диаметр отверстия под резьбу?
Бесстружечный метчик‚ или раскатник‚ не режет‚ а формирует (выдавливает) внутреннюю резьбу за счет пластической деформации материала. Поскольку металл не удаляется в виде стружки‚ а перемещается‚ для него требуется больший диаметр отверстия под резьбу‚ чем для режущего инструмента. Использование стандартной таблицы сверления для нарезных метчиков приведет к заклиниванию раскатника. Всегда используйте таблицы‚ рекомендованные производителем именно для раскатников.
В чем ключевое отличие метчиков из быстрорежущей стали (HSS) и твердого сплава?
Главное отличие — в свойствах материалов и областях их применения. Резьбонарезной инструмент из HSS (быстрорежущая сталь) более вязкий и стойкий к ударам‚ что делает его универсальным выбором для задач металлообработки на оборудовании без идеальной жесткости‚ как сверлильный станок. Твердый сплав намного тверже‚ что позволяет применять высокую скорость резания (и обороты шпинделя) и дольше служит при обработке закаленных сталей. Однако он хрупок и требует идеальных условий: жесткого станка ЧПУ‚ прецизионной соосности‚ отсутствия биения и обильной подачи СОЖ‚ чтобы избежать сколов и внезапной поломки метчика.
Почему для нарезания резьбы необходим специальный резьбонарезной патрон?
Использование обычного сверлильного патрона для закрепления метчика — грубая технологическая ошибка. Во-первых‚ он не гарантирует требуемую соосность и часто вносит недопустимое биение. Во-вторых‚ и это самое главное‚ у него нет осевой компенсации. Специализированная оснастка‚ как резьбонарезной патрон‚ имеет механизм‚ дающий инструменту осевую свободу. Это компенсирует малейшие расхождения между скоростью подачи станка и собственным шагом резьбы инструмента. Метчик должен сам «втягивать» себя в диаметр отверстия под резьбу. Жесткое закрепление детали и инструмента без компенсации создает огромные осевые нагрузки‚ что приводит к неверному профилю резьбы‚ нарушению класса точности по ГОСТ и поломке.
Как геометрия стружечной канавки влияет на процесс нарезания внутренней резьбы?
Геометрия режущей части‚ а именно форма стружечной канавки‚ играет решающую роль‚ так как от нее зависит эффективный отвод стружки. Это критично для стабильного резания и предотвращения забивания канавок. Основные типы:
- Прямые канавки: Универсальный вариант‚ подходит для сквозных отверстий и обработки хрупких материалов (например‚ чугуна)‚ дающих мелкодробленую стружку.
- Спиральные канавки: Оптимальный выбор для глухих отверстий. Винтовая форма канавки поднимает стружку из зоны резания вверх‚ против направления движения инструмента.
- Прямые с подточкой на заборной части: Разработаны только для сквозных отверстий. Особая геометрия на входе выталкивает стружку вперед по ходу движения метчика.
Выбор типа канавки‚ не соответствующего типу отверстия‚, прямой путь к заклиниванию.
Источник: https://tovaropediya.ru/articles?id=7306