Информации и ГОСТов в области АКЗ очень много, а что из этого актуально? Давайте разбираться!
Желание заказчика, требование ТЗ и проекта - закон. Но откуда берутся их требования?
В области АКЗ главный документ это СП 72.13330.2016
Разговоры о том, все ли в порядке с покрытием, и есть ли дефекты, появляются во время нанесения и приемки покрытия.
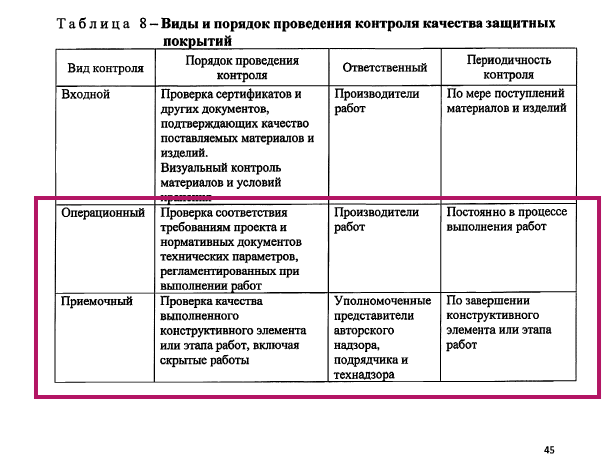
Контроль качества защитных покрытий
Приложение В СП 72.13330.2016 помогает сориентироваться в вопросе контроля качества защитных покрытий. Ниже рассмотрим показатели качества и нормативы.
- Внешний вид
В соответствии с ГОСТ 9.032-74 ( он же ГОСТ 35094-2024) к каждой группе покрытия предъявляются свои технические требования:
- к дефектам (включения, шагрени, потеки, штрихи, волнистость, разнооттеночность, неоднородность рисунка);
- к отсутствию дефектов, влияющих на защитные свойства (кратеры, сморщивание);
Требование к шероховатости, подготовке поверхности я описывать не буду здесь, это оочень большой вопрос для следующей моей статьи.
- к блеску покрытия;
- к шероховатости покрытия.
Метод определения дефектов и блеска - ВИЗУАЛЬНО (за исключением блеска -блескомером, включений и волнистости -линейкой)
СП 72.13330.2016: Не допускаются механические повреждения, потеки, пузыри, включения, растрескивания, покрытия типа «апельсиновая корка», непрокрашенные участки, другие дефекты, характерные для лакокрасочного покрытия и влияющие на его защитные свойства.
Для более детальной оценки рекомендую также использовать ГОСТ 9.407.2015 (и его брат ГОСТ 9.414.2012), поскольку в этом стандарте описаны так же такие дефекты как меление, изменение цвета, грязеудержание, отслаивание, пузыри, коррозия, растрескивание, выветривание.
Здесь можно ознакомиться как визуально выглядят дефекты и их оценка в баллах:
Правда здесь уже визуальным образом все это великолепие не оценить, понадобится ряд приборов:
- Блескомер;
- Устройство для измерения степени меления типа ПМ-1;
- Спектрофотометр;
- Лупа.
2. Сплошность покрытия
Следую указаниям СП 72.13330.2016 оценивать сплошность покрытия надо по ГОСТ 9.407.2015. Однако там нет никаких критериев для этого дефекта:))
Поэтому для выявления этого дефекта необходимо использовать дефектоскоп и методику ГОСТ 34395-2018.
3. Адгезия
Следую указаниям СП 72.13330.2016 оценивать сплошность покрытия надо по ГОСТ 28574-2014. Но нас то интересует металлическая поверхность, а не бетонная..))
Для металлических поверхностей используем норматив ГОСТ 15140-78, где описаны метод отслаивания, метод решетчатых надрезов, метод решетчатых надрезов с обратным ударом, метод параллельных надрезов).
Есть вот такой метод ГОСТ 32299—2025 (ISO 4624:2023). Метод определения адгезии отрывом, где результат получаем в МПа+ определяем характер разрушения (когезионный, адгезионный).
Хорошо, мы получили балл адгезии, или результат в МПа, и что дальше?
Нет нормативного документа, где черным по белому было бы написано, что 2 балла - это хорошо, или 4 МПа - это плохой результат)))
Однако производители красок пишут про адгезию их покрытий 0-1 балл методом надрезов, более 5МПА для ответственных конструкций.
Поэтому в данном случае можем ориентироваться только на требования, прописанные в ТЗ и проектной документации, вид разрушения.
4) Толщина покрытия
Следую указаниям СП 72.13330.2016 оценивать сплошность покрытия надо по ГОСТ 31993-2013 и отклонения по толщине должны находиться в пределах ± 10%.
ГОСТ предлагает механический и магнитные методы измерения высушенного покрытия.
Приемка толщины покрытия хорошо прописана здесь ГОСТ 35271-2025 (ISO 19840:2012) с учетом профиля шероховатости.
Особое внимание необходимо уделить количеству измерений:
Здесь же идет речь про "правило 80-20": 80% всех замеров должны быть равны или больше номинальной толщины.
5) Сцепление с защищаемой поверхностью
Следую указаниям СП 72.13330.2016 не должно быть изменения звука при протаскивании молоточком)) не понятно, о какой поверхности идет речь, нет норматива и чем не устраивает адгезия?))
6) Полнота отверждения
Следую указаниям СП 72.13330.2016 должны оставаться полосы светлого цвета при прочерчивании линии металлическим шпателем или метод "тампона" (резиновые смеси).
Полнота отверждения оно же "время сушки". Так вот степени высыхания определяются по ГОСТ 19007-2023. Время высыхания предоставляет производитель с указанием условий проведения испытания.
Ну и, конечно, не забываем про любимый метод "продавливание пальцем")
Заканчиваем все это журналом работ (актом испытаний), актом приемки защитного покрытия согласно СП 72.13330.2016.
Эксплуатация и ремонт покрытия
Сообразно СП 72.13330.2016 п.4.11 Конструкции зданий и сооружений должны быть доступными для периодической диагностики (непосредственного или дистанционного мониторинга), ремонта или замены поврежденных конструкций. Недоступные для непосредственного осмотра (обследования) участки зданий и сооружений должны оборудоваться системами или другими устройствами, обеспечивающими дистанционный контроль за состоянием конструкций.
Правила обследования указаны в ГОСТ 31937-2024.
Ремонт покрытия производится в соответствии с ГОСТ 34667.8-2021 (ISO 12944-8:2017).
Много что хотелось сказать в этой статье, однако не хочу чтобы было скучно ее читать))
Жду комментарии и замечания, особенно моего сообщества!