Как различаются сорта дамасской стали, в чем сходство и отличия технологий, по которым они изготавливались? Вопросы не очень простые, а потому и начну в буквальном смысле с начала.
Клинки холодного оружия должны сочетать несколько взаимоисключающих, казалось бы, качеств - высокую твердость с упругостью и вязкой устойчивостью к ударным нагрузкам. Какой материал нужно использовать в таком оружии, если сталь твердая, но хрупкая, а железо вязкое, но излишне мягкое? Археологические находки в Европе свидетельствуют, что первые попытки объединить свойства стали и железа в одном изделии предприняли кельты при сварке комбинированных, композитных клинков, которые ковали основу клинка из железа, а лезвия приваривали стальные. А вот целенаправленно изготавливать многослойную дамасскую сталь из стальных и железных пластин додумались, вероятно, римляне.
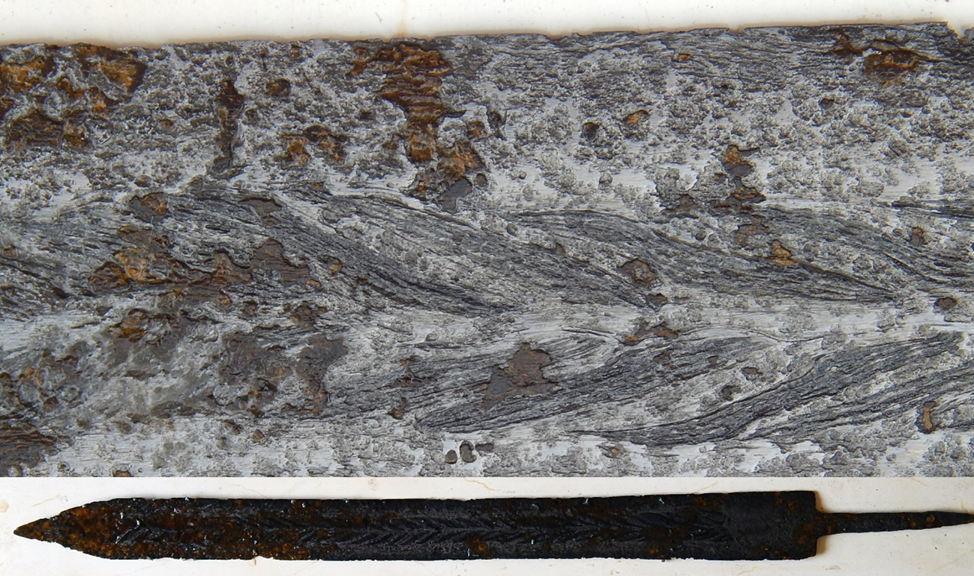
Римский меч гладиус с центром из дамасской стали. Крым. Вероятно, эпоха Митридата и Помпея, 2-й век до Р.Х.
О применяемых в узорчатых клинках материалах можно сослаться на Беруальдо Бьянчини, автора вышедшей в 1829 г книги «О дамасских клинках турецкого типа», в которой он писал: «...Что касается материала, из которого должны получаться сабельные клинки, наиболее соответствует своей цели сочетание железа и стали, т.к. за счет железа достигается требуемая вязкость и пластичность, а за счет стали - прочность клинка. С тех пор, как стало известно, что столь прославленные восточные дамасские клинки также состоят из стали и железа, стали отдавать предпочтение именно этой смеси.».
А как можно осуществить эту самую сварку разнородных пластин в монолит? Все существующие способы сварки можно разделить на две группы – сварку плавлением и сварку давлением. При обычной электросварке кромки соединяемых деталей расплавляются, зазор между ними заполняется расплавленным металлом и соединение образуется в результате совместной кристаллизации металла свариваемых деталей. Это понятно и всем известно.
Сварка давлением происходит без расплавления, при температуре ниже точки плавления соединяемых металлов и с приложением давления, необходимого для пластической деформации. Деформация нужна для сближения неровных и шероховатых свариваемых поверхностей до их плотного контакта, когда начинают действовать межатомные силы взаимодействия. Сварочное соединение происходит в результате диффузии - взаимопроникновения атомов контактирующих частей, как бы сшивающего их поверхности между собой. Этот связующий процесс диффузии и дал общее название методам сварки давлением - диффузионная сварка.
Прочность соединения зависит от трех основных технологических параметров - температуры, давления и времени выдержки на этих режимах.
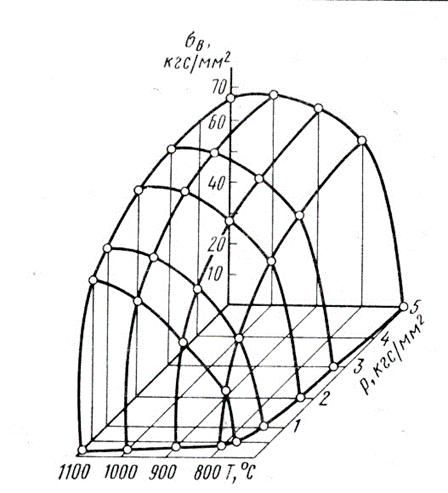
Прочность сварочного шва в зависимости от давления и температуры
Плотному контакту поверхностей мешают покрывающие их всякого рода загрязнения, в первую очередь окислы металла, и для осуществления сварочного соединения их необходимо удалить. Чаще всего эти загрязнения убирают чисто механическим путем – проще говоря, сошлифовывают на станке или вручную. Для недопущения образования при нагреве деталей нового слоя окислов, качественную диффузионную сварку производят в вакууме или в защитной газовой атмосфере. Нет кислорода – нет окисления, нет окисления – нет слоя окислов.
Самым технологически простым, не требующим очень уж сложного и дорогого оборудования, является т.н. «контейнерный способ». По этому методу пакет зачищенных пластин помещается в герметичный железный короб-контейнер, в качестве которого можно использовать заглушенные стандартные трубы прямоугольного сечения. Этот контейнер наглухо заваривается, а через оставленное небольшое отверстие или вваренный штуцер в контейнер заливается керосин или машинное масло, после чего его аккуратно и равномерно нагревают. Керосин закипает, его образующиеся пары вытесняют оставшийся в контейнере воздух и, после полного испарения жидкости, внутри остаются чистые, не окисленные пластины и малое количество восстановительных паров. Штуцер быстро заглушают, часто просто пережимая его молотком, а подготовленный контейнер обычным порядком в печи или кузнечном горне нагревают до сварочной температуры, после чего обычным же порядком проковывают молотом или прокатывают в вальцах.
Другой вариант «контейнерного метода» несколько более сложен, поскольку в нем используется оригинальная вакуумная технология. К торцу заглушенного, герметичного контейнера со стороны просверленного в нем небольшого дренажного отверстия электросваркой приваривается длинная железная трубка, служащая при нагреве и ковке державкой-рукоятью. К другому концу этой рукояти-трубки подсоединяется шланг от т.н. безмаслянного форвакуумного насоса. Этот насос перед началом нагрева выкачивает весь воздух из контейнера и продолжает работать во время нагрева до нужной температуры и при последующей сварке, непрерывно удаляя просачивающиеся сквозь швы газы. Таким образом, нагрев и ковка-деформация происходит в вакууме, что позволяет качественно сваривать легированные стали.
Впервые этот метод в самом начале 90-х годов использовал и показал известный американский специалист Дэрилл Мэйер, сейчас же его используют и коммерческие фирмы. Например, в российских Златоусте и Иркутске.
Самым, пожалуй, высокотехнологичным вариантом диффузионной сварки является технология порошковой металлургии, в которой композитные материалы типа дамасской стали производятся из смеси порошков различных сплавов. Размеры частиц таких порошков меняются от сотых до десятых долей миллиметра, но при необходимости могут быть и крупнее, и мельче.
Технологический процесс изготовления изделий из металлических порошков состоит из формовки и первичного уплотнения заготовок и их спекания. В полностью засыпанной порошком емкости остается 50-70% пустоты, образованной зазорами между частицами, поэтому и необходимо ее уплотнение прессованием. Формование заготовок осуществляется путем холодного прессования в металлических формах под давлением в сотни и даже тысячи атмосфер.
Спекание изделий из стальных порошков производится при температуре, составляющей 70–90% температуры их плавления (1200-1350 градусов) и при давлении в сотни, а иногда и тысячи атмосфер, т.е. до 30 килограммов на квадратный миллиметр. Впрочем, для массовых недорогих изделий спрессованные в форме заготовки спекают и просто в печах, без давления…но это уже особенности различных вариантов порошковой технологии.
Размеры горячей зоны камеры в лабораторных установках могут быть всего 5 см диаметром и до полуметра в высоту, а промышленные газостаты имеют высоту несколько метров при диаметре камеры до 150 см. Таким образом, в газостате можно получить болванку из прочно сваренных между собой стальных частиц весом в сотни килограммов. Полученные болванки порошковой стали прокатывают или расковывают в листы или прутки нужных размеров.
По такой технологии шведская фирма DAMASTEEL, образованная в 1995 году в результате сотрудничества между руководством фирмы по производству порошковых сталей Soderfors Powder АВ и кузнецом-оружейником Каем Эмбертсеном, сегодня производит порошковую нержавеющую дамасскую сталь нескольких сортов. По этому способу порошки сталей разного состава послойно засыпают в контейнер, после чего спекают, прокатывают или прессуют, получая в итоге многослойный композит.
Звучное название «диффузионная сварка» и перечень применяемого в этой технологии оборудования не должно пугать, это лишь теоретическая основа для понимания процессов, происходящих при обычной и даже рутинной для кузнецов былых времен работе.
Кузнечную или горновую сварку, один из вариантов технологии сварки диффузионной, применяли еще в самом начале века металлов при обработке губчатого кричного железа тысячи лет назад. Эта технологическая особенность нашла отражение в самом названии древнего металла - «сварочное железо».
Суть технологии кузнечной сварки заключается в значительной пластической деформации нагретых до высокой температуры пластин - как правило, под слоем флюса. Высокая температура, значительная пластическая деформация и, как следствие, малое время, необходимое для образования качественного соединения – вот характерные черты кузнечной сварки.
Самой распространенной является сварка сложенных стопкой пластин стали и железа или сталей разных марок, образующих т.н. пакет. Пакет нагревают в горне докрасна и посыпают тем или иным флюсом (кварцевый песок, бура\боракс) который сплавляется с образовавшейся на поверхности пластин окалиной и очищает от нее свариваемые поверхности. Растворяя окалину, флюс одновременно образует жидкий шлак, предохраняющий поверхность металла от дальнейшего окисления. Покрытый жидким шлаком пакет быстро разогревают до температуры в 1200 -1300 градусов и проковывают. Сначала из стыков пластин аккуратно выжимают препятствующий плотному контакту пластин жидкий шлак, а затем интенсивной проковкой производят собственно сварку.
Температуру начала сварки, как правило, определяют визуально (попросту «на глаз») по нескольким проверенным временем и опытом признакам. Одни кузнецы ждут момента, когда поверхность пакета примет вид мокрой и заблестит «как леденец», другие не начинают ковку, пока флюс не «закипит», т.е. не начнет пузыриться на стыке пластин. Пузырение свидетельствует об интенсивном химическом процессе взаимодействия флюса и окалины, в результате которого выделяется газ. Многие производят сварку «на искре», нагревая пакет до тех пор, пока металл не начнет отбрасывать искорки.
По моему мнению, кипение флюса - это нижняя граница нагрева под сварку, когда можно проковывать заготовку, а отбрасывание металлом искр - верхняя граница, когда уже нужно начинать сварку. При сварке не стоит дожидаться обильных искр, как от бенгальского огня, иначе металл может сгореть, произойдет так называемый «пережог», т.е. межкристаллитное, межзеренное окисление, которое никакими последующими проковками не устранить. Чем более высокоуглеродистый металл сваривается, тем ниже должна быть температура сварки, но в любом случае при проковке пакета флюс должен быть жидким, потому что затвердевший флюс не выжимается из зазоров пакета.
Издавна применялись методы сварки и без использования флюса, называемые «сухой сваркой». На Востоке в средние века применяли интересный способ безфлюсовой сварки многослойной клинковой стали. В основу метода положено не удаление окалины с поверхности пластин, а недопущение ее возникновения. В сущности, это древний вариант сварки в восстановительной атмосфере.
Известнейший арабский автор 9-го века Ибн-Хордадбех писал, что мастера Толайтолы (так с 8 по 11 век арабы называли Толедо) «…не используют при выделке мечей своих ни песка, ни извести, чтобы изгнать шлак и грязь из железа, но покрывают его копотью и сажей от сырой нафты (нефти) над пламенем лампы и так потом нагревают для сплочения под молотом. Как утверждают, они (арабы) переняли это умение от джунгар и куманов (половцев), не знавших нафты, но употреблявших для этой цели жир и масло».
Это описание очень интересно с исторической стороны из-за упоминание в одном тексте куманов и джунгаров, ведь когда в 13-м веке племена джунгаров только зарождались, время куманов подошло к концу. Во времена же Ибн-Хордадбеха, которому приписывают этот текст, ни о каких джунгарах еще не было и речи. Занятно, что весьма сомнительный с точки зрения истории текст оказывается совершенно правильным и точным технологически…
Да, действительно, с практической стороны метод основан на том, что при нагреве пакета соприкасающиеся рыхлые слои копоти\сажи препятствуют проникновению между пластин пакета кислорода воздуха и сварка происходит в безокислительной среде. Сама же изолирующая металл от окисления копоть частично сгорает, образуя восстановительный газ, а частично растворяется в железе. Метод хорош тем, что при аккуратном применении практически исключает загрязнение сварочного шва неметаллическими включениями оксидов и шлаков, что повышает прочность шва практически до прочности основного металла. Побочным эффектом является то, что уменьшается необходимое количество сварок за счет возможности и даже желательности использования более тонких и широких пластин, чем при сварке под слоем флюса.
Что ж, вкратце буквально пробежались по основам получения дамаска, одного из видов обширного понятия дамасская сталь, а про другие важные подробности этих технологий постараемся рассказать позже, в следующей статье. Например, обратим внимание на то, как правильно спроектировать дамаск, его состав и структуру, чтобы не затратить труд лишь на то, чтобы получить «какие-то» разводы на поверхности изделия при его весьма невысоком качестве.
Но это потом, позже.