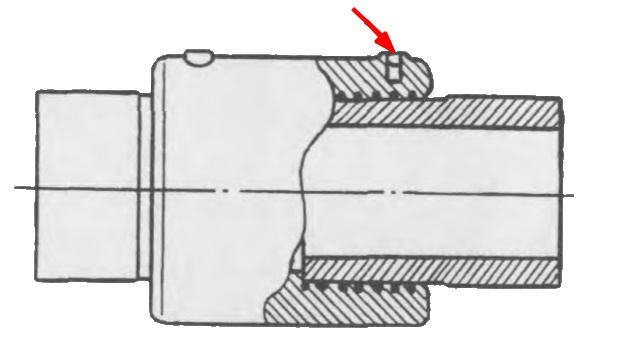
В данной статье я бы хотел осветить распространенную ошибку, которую встречаю среди сварщиков выполняющих работы по сварке полимерных материалов закладными нагревателями, а именно неумение читать параметры сварки с муфты и как следствие не учитывается температурная компенсация.
При сварке закладными нагревателями возможно введение режимов тремя способами, а именно:
- ЗНР - сварка с ручным заданием параметров;
- ЗНШ - сварка в режиме штрих-кода или магнитной карты;
- ЗНА - сварка с автоматической обратной связью фитинга со сварочным аппаратом.
Чаще всего сварщики выполняют сварку в режиме ЗНШ, что собственно понятно, т.к. это быстрее и не надо заморачиваться с введением режимов руками. Однако из-за этого часто допускают ошибку, связанную с температурой окружающей среды и соответствующим выбором режимов сварки. При сварке закладными нагревателями два основных параметра сварки, которые мы задаем: 1 – подаваемое напряжение, 2 – время сварки.
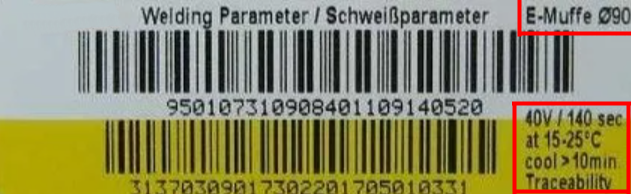
Однако те режимы которые указаны на фитинге или считываются с штрих-кода справедливы, но для температуры около +20 ℃. На рисунке ниже изготовитель фитинга разместил следующие сведения: 1. размер диаметра муфты — 90 мм; 2. выставляемое напряжение — 40 В; 3. время сварки 140 сек.; 4. температура наружного воздуха — от +15°С до +25°С; 5. период охлаждения (cool) — 10 мин.
Соответственно если температура окружающего воздуха выходит за указанный температурный интервал, то нам надо вводить изменение в режимы сварки. Изменять напряжение не целесообразно, но можно изменить время нагрева фитинга.
Такие записи, где изготовитель разместил на фитинге режим сварки, присутствуют не всегда, а сведений о температурной компенсации в виде отдельно вынесенного значения также нет. Но эти сведения присутствуют в цифровом коде расположенном над (в некоторых случаях под) штрих-кодом, на рисунке ниже обозначены подробные сведения с обозначениями о всех режимах сварки нашего фитинга.
Если выполнять счет цифр слева направо, то:
- Цифры с 1 по 8 включительно указывают информацию о изготовителе данного фитинга;
- Цифры 9,10,11 (синяя стрелка) указывает на диаметр муфты, выраженный в мм. Наш пример = 250 мм;
- Цифры 13,14 (зеленая стрелка) несет информацию о напряжении для сварки в вольтах, рассматриваемый вариант = 40 В;
- Цифры 15,16,17 (желтая стрелка) указывают на сопротивление фитинга в омах.
- Цифры 19,20,21 (красная стрелка) указывают на время сварки, если температура воздуха составляет +20°С;
- Цифры 22,23 (сиреневая стрелка) несут информацию о значении температурной компенсации (если необходимо соединить трубы при температуре, отличающейся от оптимального значения +20°С).
Взаимозависимость влияния температурного коэффициента можно формально описать с помощью двух случаев:
1. Если температура среды опускается ниже номинального значения (+20°С), время увеличивается пропорционально на определенный процент в расчете на каждый градус;
2. Превышение уровня +20°С приводит к сокращению времени нагрева на определенный процент на каждый градус.
Рассмотрим пример расчета. На поверхности фитинга -1°C. Электросварная муфта, у нее на штрих-коде есть параметры сварки: 40 вольт — 55 секунд. Нам необходимо посчитать, сколько понадобится времени, чтобы сварить эту муфту при температуре поверхности муфты -1°C. На рисунке ниже информация с фитинга.
Мы знаем, что при температуре + 20°C время сварки = 55 секунд. 55 секунд — это 100%. Как было указано выше, если температура ниже + 20°C, то время сварки пропорционально увеличивается на 0,5% на каждый градус. Таким образом, 0,5% от 55 секунд = 0,275 тысячных секунды. Дальше мы 0,275 тысячных секунды умножаем на 21 градус = 5,78 секунд, т.е. время сваривания увеличивается на 6 секунд при температуре поверхности соединения -1°C.
Иногда встречаются фитинги, где производитель уже расписал корректировку времени сварки в зависимости от температуры окружающей среды, но бывает это редко. Пример на рисунке ниже.
Спасибо за прочтение и уделённое время, живите и процветайте!
p.s. подписывайтесь на канал.