
Сам по себе, короткий во времени удар представляет собой возбуждение широкополосного импульса. Этот импульс активизирует все резонансные механические системы в твердом теле. Если более подробно и немного кратко, то рассмотрим следующее.
Физическая суть явления
Короткий во времени удар (импульсное воздействие) действительно представляет собой широкополосный импульс возбуждения в механической системе. Это объясняется следующим:
- Временная характеристика удара.
Длительность ударного воздействия Δt крайне мала (обычно микро‑ или миллисекунды). Согласно преобразованию Фурье, короткий импульс во временной области соответствует широкому спектру частот в частотной области:Δf≈Δt1,где Δf — ширина спектра частот. Чем короче удар, тем шире его частотный диапазон. - Возбуждение резонансных систем.
В твёрдом теле присутствуют многочисленные механические резонансные системы (моды колебаний) с собственными частотами fn. Широкополосный импульс содержит компоненты на всех этих частотах, поэтому:
каждая резонансная система получает энергию на своей собственной частоте;
возникают вынужденные колебания с амплитудой, зависящей от добротности системы и близости частоты импульса к fn. - Отклик системы.
После удара, каждая резонансная мода продолжает колебаться на своей частоте, формируя свободные затухающие колебания. Суммарный отклик тела — суперпозиция всех этих мод.
Практические следствия
- Диагностика материалов.
Анализ спектра отклика после ударного возбуждения позволяет:
определять собственные частоты конструкций;
выявлять дефекты (изменение спектра указывает на трещины, расслоения и т. п.). - Виброзащита.
При проектировании необходимо учитывать, что короткий удар возбуждает все резонансные частоты, включая потенциально опасные (например, низкочастотные моды, вызывающие большие перемещения). - Акустические эффекты.
Широкополосный спектр удара воспринимается как «глухой» звук (в отличие от тонального звука гармонического возбуждения). - Разрушение материалов.
Если энергия удара превышает порог прочности, резонансное усиление колебаний на определённых частотах может привести к локальному разрушению.
Математическая модель (упрощённо)
Отклик системы x(t) на ударный импульс F(t) описывается уравнением:
mx¨+cx˙+kx=F(t),
где:
- m — масса,
- c — коэффициент демпфирования,
- k — жёсткость,
- F(t)≈δ(t) (дельта‑функция для идеального короткого удара).
Решение этого уравнения даёт суперпозицию затухающих колебаний на собственных частотах системы.
Вывод: короткий удар действует как «универсальный ключ», открывающий все резонансные «двери» механической системы, что делает его мощным инструментом для анализа и одновременно потенциальным источником проблем при неучёте резонансных эффектов.
Это хорошо, когда есть ключ, от всех дверей. Однако, любой литейщик вам скажет, что сегодня литье одно, а завтра оно другое. При этом, даже поклясться может, что ничего не менял в этом литейном процессе, ну, может был на день рожденье друга вечером, и то, не долго.
Тот самый, комплекс TriMod-X, c питерской выставки, представленный в предыдущих статьях, делает диагностику, в том числе и свежего литья, с помощью удара. Но, как, оказывается, на практике, выявляются нюансы. В процессе литья металлов и сплавов возникают различные виды механических напряжений, которые существенно влияют на качество конечного изделия.
И это: температурные градиенты, неравномерное охлаждение разных участков отливки, различная скорость затвердевания материала, разница температур между расплавом и формой, усадка материала при затвердевании, ограничения формы при усадке, механические воздействия при извлечении, фазовые превращения при охлаждении, образование новых кристаллических структур, неоднородность материала, остаточные напряжения — сохраняются в материале после полного охлаждения, температурные напряжения — возникают из-за неравномерного охлаждения, структурные напряжения — связаны с изменениями в кристаллической решетке, технологические напряжения — возникают при обработке отливки, деформация изделия при хранении и эксплуатации, трещинообразование в процессе охлаждения, снижение механических свойств материала, нарушение геометрических размеров и др.
Раз действуют акустические резонансы, то они должны себя, каким-то образом проявлять. А, именно, если есть один глобальный резонанс, то это означает конструкцию типа колокола, которая подлежит диагностике. Однако на практике, как показывают публикации по этому комплексу, в разных точках возбуждения, колокол выдает не совсем чистые звуки, т.е., как и в обычном резонаторе, в нем должны быть и другие колебания, которые удар, как ключиком, вскрывает. Для диагностики, поскольку метод является эталонным, это проблема, т.е., если акустический эталон не совпадает с полученным результатом, то образец является дефектным. На самом деле, он нормальный и его можно использовать. Технические отклонения, при изготовлении, не влияют на качество изделия. Эту то проблему, в том числе, эффективно и решает ИИ, встроенный в комплекс. Но, есть и другая, более серьезная проблема, связанная с литьем. Ведь все резонансы зависят от механических напряжений, которых много после свежих отливок. Механические напряжения в отливках можно устранить различными методами термообработки и механической обработки.
- Отжиг. Проводится при температуре 850–900°C для стальных отливок. Длительность процесса: 2–10 часов. Обеспечивает равномерное снятие напряжений по всему объёму. Улучшает структуру материала и обрабатываемость
- Нормализация. Нагрев до 850–950°C. Выдержка 30–120 минут. Охлаждение на воздухе. Эффективно для измельчения структуры и частичного снятия напряжений.
- Отпуск. Применяется для снятия остаточных напряжений. Температура: 500–550°C. Длительность: 2–8 часов. Медленное охлаждение вместе с печью
- Вибрационная обработка. Используется для мелких отливок. Происходит за счёт взаимного перемещения деталей и абразивного наполнителя. Эффективно снимает поверхностные напряжения.
- Дробемётная очистка. Обработка струёй чугунной дроби. Скорость подачи: до 80 м/с. Одновременно очищает и снимает поверхностные напряжения.
- Термомеханическая обработка. Сочетание нагрева и механической нагрузки. Позволяет целенаправленно перераспределять напряжения. Применяется для сложных конфигураций
Важно отметить, что полное снятие напряжений не всегда желательно, так как определённые уровни остаточных напряжений могут повышать эксплуатационные характеристики изделия. Поэтому выбор метода и режима обработки должен производиться с учётом конкретных требований к детали.
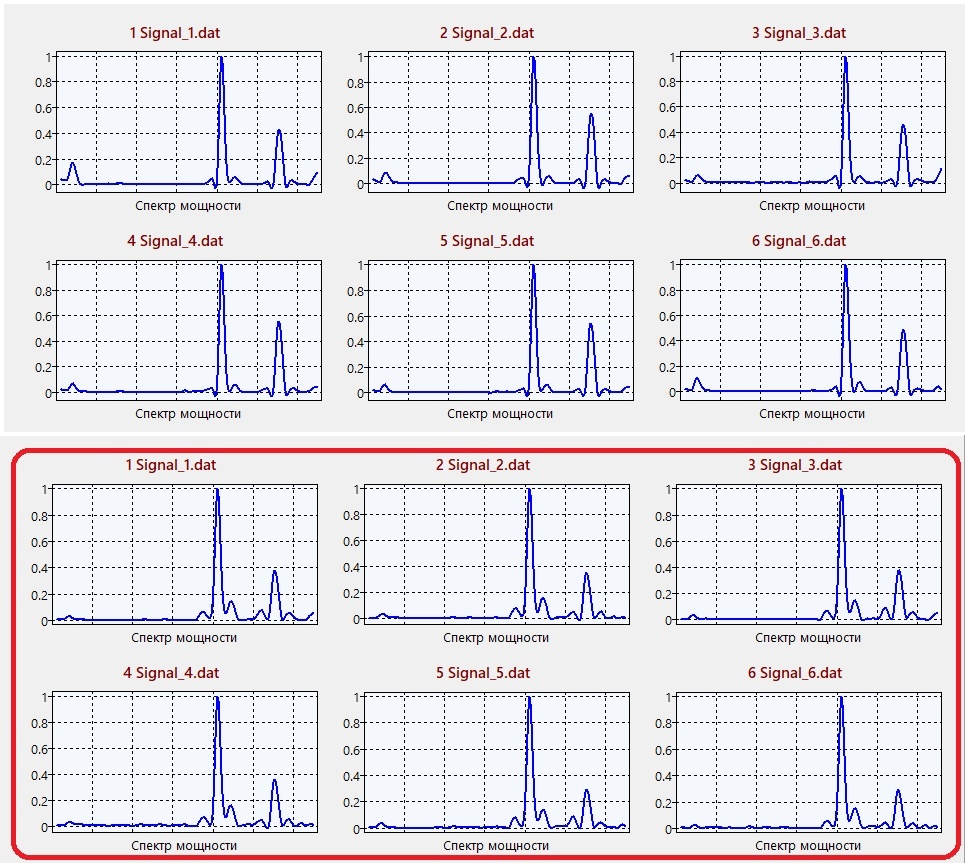
Комплекс, как раз, проводит диагностику на основе сильных механических ударов, которые, как оказывается, влияют на конечный результат измерения для литьевых изделий, когда их акустические параметры изменяются в процессе измерений. Например, если второй раз, ничего не меняя, провести удары, и оценить изменения спектров, то видно, что становятся изменчивы спектры и рейтинг результатов становится другим. Получается, что появилась, какая-то ошибка в измерениях. Это, как раз и проявляет в себе свойство снятия напряжений типа виброобработки, как, типа, кузнецы обстукивали ранее изделие, чтобы их снять. Именно поэтому, математические модели, которые в принципе не могут аналитически учесть возможные факторы, влияющие на результат диагностики по произвольному объекту контроля, и не получили дальнейшего развития приборов на основе свободных акустических колебаний из-за наличия ошибок в литейном деле. Здесь же, подобные изменения также оцениваются ИИ (искусственный интеллект) комплекса. Применение ИИ в составе диагностического оборудования подобного типа, существенно облегчает решение задачи диагностики геометрически сложных, из различных материалов, объектов контроля в разных физических состояниях. Ультразвуковые методы в этих режимах не работают. Это совершенно новая отечественная технология акустической диагностики сферическим волновым фронтом с затухающими свободными колебаниями на основе новых-старых физических принципах.