
Электроэрозионная обработка требует электропроводности детали. Для материалов с низкой проводимостью или условной проводимостью применяют специальные приёмы: вспомогательные покрытия, порошково-модифицированный диэлектрик, подбор электродов/проволоки, корректные режимы генератора, усиленную промывку и гибридные методы. В статье систематизированы подходы для проволочной и прошивной электроэрозии.
Исходные ограничения и термины
Необходимое условие: для классической электроэрозии деталь должна проводить ток. Абсолютные диэлектрики (стекло, чистая керамика Al2O3, ZrO2 и т.п.) не обрабатываются без вспомогательных технологий.
Низкая проводимость: полупроводящие или слабо проводящие композиты, керамики с проводящей фазой, керамико-металлы с малым связующим, покрытия и слои с повышенным удельным сопротивлением.
Базовая идея электроэрозионного процесса: создать устойчивую искровую цепочку. Если собственная проводимость заготовки недостаточна, её локально повышают (покрытием/депозицией) или улучшают условия поджига (диэлектрик, напряжение, «мостики» из частиц).
Классы материалов и применимость
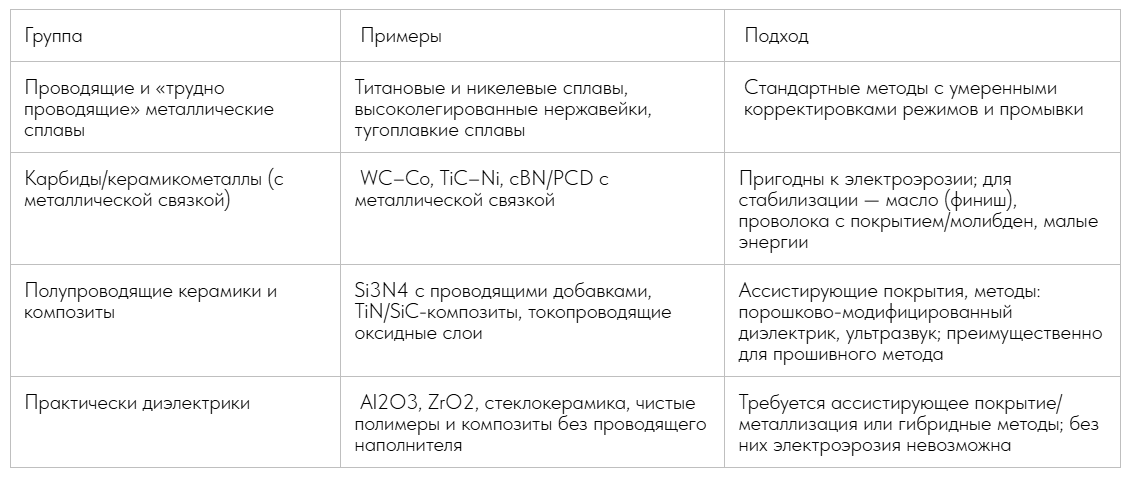
Инструменты и оснащение
Выбор электрода/проволоки
Для прошивного станка: электрод CuW/вольфрам для высокой формостабильности и устойчивого поджига на малых энергиях; медь/медь–графит для финиша (для достижения низкой шероховатости).
Для проволочно-вырезного станка: проволока латунь (повышает стабильность искрения) либо молибден для высоких деталей и тонких диаметров; тонкий диаметр (0,10–0,20 мм) для снижения энергии в искре и керфа.
Диэлектрик и система промывки
Для прошивного станка: СОЖ для электроэрозии (низкая ароматичность, маловязкое) — стабильный поджиг при малых импульсах, формирование проводящего слоя на поверхности (углеродный слой) упрощает последующую эрозию.
Для проволочно-вырезного станка: деионизированная вода в паспортном окне проводимости; усиленная направленная промывка через сопла, особенно в узких щелях/высоких зонах.
Ассистирующие технологии
Метод вспомогательного электрода: нанесение тонкого проводящего слоя (графитовый спрей, токопроводящая паста, тонкое омеднение ∼ десятки микрон) на зону реза/прошивки для инициации разрядов.
Электроэрозионная обработка порошковым методом: добавление в диэлектрик проводящих или полупроводящих частиц (графит, Al, SiC и др.) в малых концентрациях. Частицы образуют «мостики», облегчая поджиг и распределяя разряды.
Ультразвуковой метод: микровибрации электрода/детали улучшают экстракцию продуктов эрозии и стабильность разряда в трудных зазорах.
Методы и условия резки/прошивки
Общие принципы настройки режимов
- Повысить напряжение холостого хода (если возможно), чтобы облегчить поджиг в зазоре.
- Снизить пиковый ток и энергию импульса на старте; короткие Ton, увеличенный Toff для восстановления диэлектрика.
- Обеспечить устойчивую промывку: направленные форсунки, корректный зазор сопел, чистые фильтры; избегать «карманов» застоя.
- Использовать пошаговое приближение: «мягкий» черновой проход для формирования проводящего слоя/микроповерхности, затем несколько чистовых проходов.
Рекомендации по технологиям
Прошивка по малопроводящим материалам.
1. Нанести тонкий проводящий слой на область обработки (графитовая суспензия/медь).
2. Заправить СОЖ и обеспечить циркуляцию через полости электрода (каналы промывки).
3. Запустить низкоэнергетический режим для инициирования эрозии; после стабилизации постепенно повышать энергию.
4. Для глубоких узких полостей: электрод CuW/вольфрам, частая «отсечка» на промывку.
5. Для финиша: мягкие импульсы, минимальный износ, при необходимости— использовать электроэрозионную обработку порошковым методом для равномерности следа.
Проволочная резка по малопроводящим материалам.
1. Использовать латунь/молибден малого диаметра (0,10–0,20 мм), повышенное натяжение.
2. Поддерживать проводимость воды в паспортном окне; усилить промывку через сопла, корректировать форсунки.
3. Запускать черновой на пониженной энергии с длинным Toff; после стабилизации уменьшать Toff и повышать скорость.
4. Выполнить 1–3 прохода с пониженной энергией для снятия «белого слоя» и улучшения геометрии.
Контроль качества и риски
• Белый слой: у малопроводящих и керамик повышен риск хрупких дефектов; планируйте финишные проходы и при необходимости последующий шлифовку или полировку.
• Тепловые трещины: избегайте чрезмерной энергии; следите за температурой диэлектрика.
• Геометрическая стабильность: контролируйте натяжение проволоки, жёсткость оснастки и калибровку по высоте.
Практическая матрица выбора
Чек-лист запуска по малопроводящей детали
1. Подтвердите электрический контакт и заземление детали/подложки.
2. Выберите инструмент: CuW/вольфрам(для прошивного станка) или покрытая латунная/молибденовая проволока (для вырезного станка) минимального разумного диаметра.
3. Обеспечьте промывку: чистые фильтры, правильные форсунки, стабильную температуру диэлектрика.
4. Примените ассистирующее покрытие или обработку порошковым методом при отсутствии стабильного поджига.
5. Запускайте с низкой энергией и увеличенным Toff, постепенно наращивая режим при стабилизации искрения.
6. Завершите финишным проходом с низкой энергией; при необходимости выполните по следующую шлифовку или полировку.
*Диапазоны напряжений, токов, Ton/Toff, концентраций порошков и до пусков проводимости диэлектрика зависят от конкретного станка и расходных матери алов. Для ответственных изделий используйте паспортные уставки производителя оборудования/жидкостей и подтверждайте режимы пробными проходами.