Искусство пайки доступно каждому!
Независимо от того, планируете ли вы чинить электропроводку или
создавать собственные электронные устройства, освоить базовые навыки
пайки может любой человек. Главное — начать с азов и придерживаться
правильных методик.
От того, насколько грамотно выполнены соединения, напрямую зависит
работоспособность всей электронной схемы. Процесс пайки удивительно
прост: специальный припой естественным образом заполняет мельчайшие
промежутки между соединяемыми элементами, создавая прочное и надёжное
соединение.
Для начала достаточно минимального набора инструментов, поэтому освоить
пайку можно прямо у себя дома. Главное — внимательно следовать
технологии и соблюдать правила безопасности при выполнении работ. При
правильном подходе даже новичок быстро освоит эту полезную и
востребованную навык.
Основные этапы процесса пайки:
Подготовка к работе

- Организация рабочего пространства
- Подготовка необходимых инструментов
Обработка флюсом
Этот важный этап включает очистку металлических поверхностей от загрязнений и оксидных плёнок. Флюс выполняет несколько ключевых функций:
- Удаление загрязнений с поверхности металла
- Защита от негативного воздействия окружающей среды
- Обеспечение равномерного растекания припоя
- Улучшение адгезии (сцепления) между металлами
Лужение деталей
На этом этапе на соединяемые поверхности наносится тонкий слой расплавленного припоя. Лужение необходимо для:
- Защиты металла от коррозии
- Подготовки деталей к основному процессу пайки
Финальная пайка
Заключительный этап включает:
- Фиксацию соединяемых деталей
- Нанесение расплавленного припоя на место соединения
- Остывание припоя (происходит за несколько секунд)
- Формирование прочного неразъёмного соединения
Базовый набор для начала работы
Прежде чем приступить к практическим занятиям по пайке, необходимо подготовить три основных компонента:
- Паяльник — основной инструмент для расплавления припоя и создания соединений. Для начинающих оптимальным выбором станет модель мощностью 25–60 Вт.
- Припой — специальный сплав металлов, который при нагревании соединяет детали между собой, образуя прочное неразъёмное соединение.
- Флюс — вспомогательное вещество, необходимое для очистки поверхностей от загрязнений, защиты от окисления и обеспечения качественного соединения металлов.
Эти три компонента составляют минимальный набор, с которого начинается путь каждого мастера пайки. После освоения базовых навыков можно постепенно расширять свой инструментарий дополнительными приспособлениями.
Паяльник: история и выбор для начинающих
За более чем 120 лет существования паяльник прошел впечатляющий путь развития. Сегодня на рынке представлено множество моделей, но для новичка важно выбрать оптимальный вариант, который будет соответствовать основным задачам и не потребует значительных финансовых вложений.
Для выполнения базовых операций по пайке в домашних условиях — будь то
работа с проводами или радиоэлементами — рекомендуется выбирать паяльник мощностью 25–60 Вт. Такой диапазон мощности обеспечит:
- Достаточный нагрев для большинства задач
- Безопасность при работе с мелкими деталями
- Экономичное энергопотребление
Рассмотрим наиболее подходящие для начинающих варианты:
- Классические модели с нихромовым нагревателем — надежные и неприхотливые в использовании
- Керамические паяльники — обеспечивают быстрый нагрев и стабильную температуру
- Импульсные модели — отличаются моментальным разогревом и компактностью
Каждый из этих типов имеет свои преимущества, но все они отлично подойдут для освоения базовых навыков пайки. При выборе стоит учитывать не только
мощность, но и удобство рукоятки, качество сборки и наличие
дополнительных аксессуаров в комплекте.
Нихромовый паяльник: особенности и характеристики
Принцип работы этого типа паяльника основан на использовании нихромовой проволоки в качестве нагревательного элемента, которая взаимодействует с медным жалом для передачи тепла.
Основные недостатки:
- Длительный прогрев — время нагрева превышает 3 минуты, что снижает эффективность работы
- Сложность в обслуживании — требует особого ухода и регулярной очистки
- Длительное остывание — затрудняет работу и контроль температурного режима
- Ограниченный срок службы — нагревательный элемент подвержен износу и может выйти из строя
Преимущества:
- Доступная стоимость — один из самых бюджетных вариантов на рынке
- Универсальность жала — возможность самостоятельной модификации формы наконечника под конкретные задачи
- Механическая устойчивость — хорошо выдерживает физические воздействия
Несмотря на ряд недостатков, нихромовый паяльник может стать хорошим выбором для начинающих мастеров, которые только осваивают искусство пайки и хотят приобрести базовый инструмент без значительных финансовых затрат.
Керамический паяльник: особенности и преимущества
Конструкция инструмента базируется на современном керамическом нагревательном элементе с никелированным медным жалом, обеспечивающим эффективное теплопередачу.
Ключевые преимущества:
- Быстрый тепловой отклик — нагрев и остывание занимают всего около 20 секунд
- Точная терморегуляция — стабильное поддержание заданной температуры
- Простота обслуживания — минимальные требования к уходу за инструментом
- Длительная эксплуатация — значительный ресурс работы при правильном использовании
Важное предупреждение:
главным недостатком керамического паяльника является уязвимость
нагревательного элемента к механическим воздействиям. При сильном ударе
или падении керамический компонент может получить повреждения, что
приведет к выходу инструмента из строя.
Такой тип паяльника идеально подходит для:
- Регулярной работы с электроникой
- Точной пайки мелких деталей
- Длительных рабочих сессий
- Профессионального использования
При выборе керамического паяльника особое внимание следует уделить качеству сборки и репутации производителя, чтобы избежать покупки ненадежных моделей с хрупким нагревательным элементом.
Жало паяльника: виды и особенности
Жало — это основной рабочий элемент паяльника, от формы и качества которого зависит эффективность работы. Рассмотрим наиболее распространённые типы:
- Форма «отвёртка» — оптимальна для работы с крупными компонентами и массивными деталями
- Конусное жало — универсальный вариант для пайки элементов среднего размера
- Игольчатая форма — идеально подходит для точной работы с мелкими деталями
- Скошенное жало — специализированный тип для удобного переноса припоя
Особенности обработки и эксплуатации:
- Медные жала (для нихромовых паяльников):
Возможность механической обработки напильником
Быстрая приработка и выгорание
Необходимость частой замены - Никелированные жала:
Не подлежат обработке напильником
Более длительный срок службы
Часто комплектуются сменными вариантами разных форм
При выборе жала важно учитывать:
- Тип выполняемых работ
- Размер паяемых деталей
- Частоту использования инструмента
- Необходимость в специфических формах для конкретных задач
Правильный выбор жала существенно влияет на качество пайки и комфорт работы с инструментом.
Припой для пайки: виды и формы
Основной выбор для домашней пайки — это сплавы олова и свинца. Чем выше содержание свинца в составе, тем ниже стоимость материала. Особой популярностью пользуются легкоплавкие припои с температурой плавления 150–200 градусов.
Формы выпуска припоя представлены в нескольких вариантах:
- Плоская спираль — оптимально для использования в специальной паяльной баночке
- Спираль в капсуле — обеспечивает удобную подачу непосредственно к месту пайки
- Катушка — экономичный вариант для длительного использования
Современный вариант — припой со встроенным флюсом. Несмотря на более высокую стоимость, он значительно упрощает процесс работы благодаря:
- Отсутствию необходимости в дополнительной подаче флюса
- Удобству использования
- Экономии времени на подготовку к пайке
При выборе припоя важно учитывать:
- Температуру плавления
- Состав сплава
- Форму выпуска
- Специфику предстоящих работ
Виды флюсов для пайки
В зависимости от типа обрабатываемых металлов используются различные виды флюсов:
- Алюминиевый флюс
Специализированный состав, который эффективно работает не только с алюминиевыми деталями, но и с изделиями из тёмных металлов. Обеспечивает качественную подготовку поверхности к пайке. - Паяльная кислота
Универсальный флюс, подходящий для работы с любыми металлическими поверхностями. Важно помнить о необходимости тщательной очистки рабочего места после завершения пайки из-за агрессивного состава. - Канифоль
Оптимальный выбор для работы с медными, латунными и бронзовыми изделиями. Выпускается в трёх основных формах:
Твёрдая форма — классический вариант для традиционной пайки
Жидкая форма — удобна для точечного нанесения
Гелевая форма — обеспечивает точное дозирование и экономичный расход
При выборе флюса следует учитывать:
- Тип обрабатываемого металла
- Условия эксплуатации готового соединения
- Необходимость последующей очистки
- Удобство применения конкретного состава
Организация рабочего места для пайки
Требования к помещению:
Вентиляция — обязательное наличие форточки или вытяжки для удаления паров при работе
Освещение — рабочий стол должен быть хорошо освещен для комфортной работы
Базовый набор инструментов
Основные компоненты:
- Паяльник — главный инструмент для пайки
- Флюс — для подготовки поверхностей к пайке
- Припой — материал для создания соединений
Вспомогательные инструменты:
- Пинцеты — для удержания мелких деталей
- Кусачки — для обрезки проводов и деталей
- Плоскогубцы — для работы с проводами и компонентами
- Банка для лужения — мелкая и широкая ёмкость
- Абразивные материалы — наждачная бумага или напильник для обработки жала
- Влажная губка — для очистки жала паяльника
Дополнительное оборудование
- Стриппер — специализированный инструмент для зачистки проводов:
Аккуратное снятие изоляции
Сохранение целостности проводников - Держатель «третья рука» — удобный штатив с зажимами:
Фиксация деталей во время пайки
Освобождение рук мастера
Повышение удобства работы
Правильная организация рабочего места существенно влияет на качество пайки и комфорт работы. Все инструменты должны быть под рукой, но при этом
находиться в порядке и не создавать беспорядка на рабочем столе.
Подготовка паяльника к работе: процедура лужения
Пошаговая инструкция
Этап 1: предварительный нагрев
- Включите паяльник и дождитесь полного нагрева инструмента
Этап 2: механическая обработка
- Для медных жал: зачистите поверхность напильником до появления блеска
- Для керамических жал: пропустите этот этап
Этап 3: обработка флюсом
- Погрузите жало в канифоль или нанесите жидкий флюс на рабочую поверхность
Этап 4: нанесение припоя
- Расплавьте припой на жале
- Равномерно распределите его по поверхности
- Результат: образование тонкого защитного слоя олова, проникающего в микротрещины
Особенности обслуживания
Медные жала:
- Требуют периодической коррекции формы напильником
- Необходимо регулярное повторное лужение из-за выгорания
- Имеют ограниченный срок службы
Керамические жала:
- Не требуют механической обработки
- Обладают длительным сроком службы
- Не нуждаются в частой процедуре лужения
Важно
помнить: правильная подготовка жала — залог качественной пайки и
долговечности инструмента. Регулярное обслуживание поможет сохранить
работоспособность паяльника на длительное время.
Пошаговая инструкция по пайке проводов
Подготовка к работе
Этап 1: предварительный нагрев
Включите паяльник
Дождитесь полного нагрева инструмента
Подготовка проводов
Этап 2: зачистка изоляции
- Снимите 2-3 см изоляции с каждого провода
- Для удаления тканевой, эмалевой или крашеной изоляции используйте нагрев
- Очистите окисленные или обугленные участки до блеска
- Скрутите распущенные жилы провода
Этап 3: лужение проводов
- Нанесите флюс на провод одним из способов:
Для жидкого/гелевого — прямое нанесение
Для твёрдого — перенос через жало паяльника - Наберите припой на паяльник
- Нанесите его на провод
- Повторяйте до образования равномерного слоя припоя
Процесс пайки
Этап 4: соединение деталей
- Зафиксируйте провода с помощью:
Плоскогубцев
Держателя «третья рука» - Совместите соединяемые поверхности
Этап 5: выполнение пайки
- Аккуратно прогрейте место соединения
- Дождитесь расплавления припоя
- Контролируйте температуру во избежание перегрева
Этап 6: завершение работы
- Удалите паяльник
- Очистите жало о влажную губку
- Дождитесь затвердевания припоя
Контроль качества
Правильное соединение характеризуется:
- Ровной поверхностью
- Гладкой текстурой
- Металлическим блеском
Изоляция соединения
Варианты защиты:
- Изолента — обмотка места соединения
- Термоусадочная трубка — установка до пайки с последующим нагревом для усадки
Важно:
соблюдайте осторожность при работе с паяльником и горячими деталями.
После завершения пайки дайте соединению полностью остыть перед
дальнейшей обработкой.
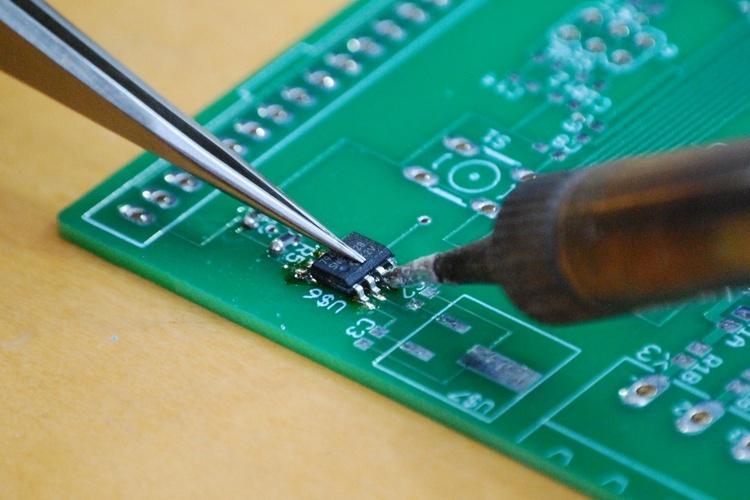
Инструкция по монтажу детали на печатную плату
Подготовка к монтажу
Этап 1: установка компонента
Аккуратно вставьте деталь в монтажные отверстия платы
Убедитесь в правильном позиционировании
Процесс пайки
Этап 2: нанесение флюса
Нанесите флюс одним из способов:
Перенос с помощью паяльника
Капельное нанесение непосредственно в зону пайки
Этап 3: выполнение пайки
- Перенесите каплю припоя в зону соединения
- Прогрейте место пайки до полного растекания припоя
- Важно: время контакта паяльника с деталью — не более 2 секунд во избежание перегрева
Этап 4: усиление соединения
- Для повышения надёжности:
- Повторите пайку с обратной стороны платы
- Обеспечьте качественное сцепление
Этап 5: финальная обработка
- Удалите выступающие части детали:
- Используйте пинцет
- Примените плоскогубцы
Контроль качества
Важные моменты:
- Проверьте надёжность крепления
- Убедитесь в отсутствии перемычек
- Оцените качество пайки
Помните:
соблюдение временных интервалов и аккуратность при выполнении каждого
этапа — ключ к качественному монтажу электронных компонентов.
Уход за паяльником и очистка после работы
В процессе пайки регулярно очищайте жало паяльника от загрязнений:
- Используйте влажную губку для удаления:
пригоревшего флюса
излишков припоя
других загрязнений - Проводите очистку во время работы после каждого контакта с деталями
Удаление стойких загрязнений
- Для въевшихся загрязнений:
дождитесь полного остывания паяльника
используйте влажную губку
добавьте немного соды для лучшего эффекта
Очистка платы после пайки
- Обязательно удаляйте остатки флюса, так как:
они притягивают пыль и грязь
паяльная кислота может повредить плату
есть риск замыкания контактов
Способы удаления флюса
- Используйте для очистки:
ватный диск со спиртом
5% раствор кальцинированной соды - Обрабатывайте все места пайки
- Проверяйте качество очистки
Важные рекомендации
- Не оставляйте флюс на плате
- Проводите очистку аккуратно
- Следите за состоянием рабочего места
Соблюдение этих правил поможет сохранить качество пайки и продлить срок службы как паяльника, так и собранных устройств.
Основные ошибки при пайке и их последствия
Температурный режим
- Недостаточный прогрев:
Тусклый цвет припоя
Рыхлое, непрочное соединение - Перегрев:
Испарение флюса
Отсутствие соединения
Повреждение компонентов
Решение: использовать теплоотводы (металлические крабики, плоскогубцы, «третья рука»)
Количество материалов
- Припой:
Недостаток: не заполняет зазор
Избыток: риск замыкания соседних контактов - Флюс:
Недостаток: рыхлая, неблестящая пайка
Избыток: выплескивание припоя при кипении
Соотношение: флюса нужно в 10 раз меньше, чем припоя
Важные правила
- Затвердевание:
Дождитесь полного остывания
Не охлаждайте пальцами
Не дуйте на место пайки - Работа с кислотой:
Обязательно удаляйте остатки после пайки
Предотвращает коррозию и замыкания - Зачистка проводов:
Используйте умеренное давление кусачек
Избегайте повреждения жил
Рекомендуется использовать стриппер для качественной зачистки
На этом все ! Будьте осторожны при пайке, избегайте попадания припоя на кожу и не забывайте защищать глаза !