
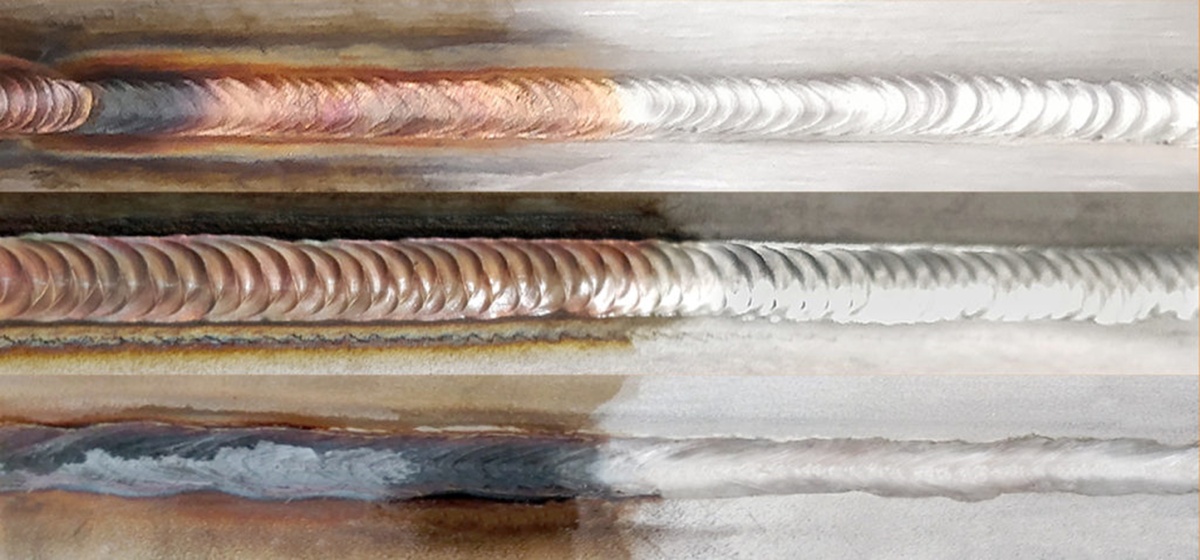
Блестящий, идеально зашлифованный сварной шов создает иллюзию качества. Механическая шлифовка только выглядит как финиш, но на деле — это лишь начало. Под гладкой поверхностью нержавейки после сварки остаются микрочастицы железа, разрушенный слой оксида хрома и локальные очаги будущей коррозии.
Почему? Потому что шлифовка не восстанавливает пассивный слой, а часто необратимо его разрушает. Пассивация — не "химия для галочки", а процесс, который возвращает нержавеющей стали её фундаментальное свойство: коррозионную стойкость.
Что на самом деле происходит при шлифовке?
Шлифовка решает задачи геометрии и внешнего вида: удаляет наплывы, окалину, цвета побежалости. Но с точки зрения металлообработки, создает риски:
- "Железнение" поверхности. Абразивные частицы, особенно от кругов, ранее использовавшихся для черного металла, внедряются в структуру нержавейки. Эти частицы свободного железа становятся активными центрами коррозии..
- Термическое повреждение зоны теплового влияния. Перегрев при шлифовке вызывает выгорание легирующих элементов, в первую очередь хрома, по границам зерен. Металл в этих зонах теряет способность к самопассивации.
- Закрытие пор. Механическое уплотнение поверхности "запечатывает" загрязнения и оксиды, мешая последующей химической обработке добраться до очагов проблемы.
Визуально чистая поверхность после шлифовки химически уязвима.
Пассивация: химия, которая возвращает нержавейке «иммунитет»
Пассивация — это контролируемая химическая реакция, целью которой является формирование на поверхности сплошной, равномерной и химически стойкой пленки оксидов хрома (Cr₂O₃).
Технологическая суть процесса:
- Подготовка поверхности (очистка). Поверхность нержавеющей стали тщательно очищают от пыли, жиров, масел и прочих загрязнений, оставшихся после производственных процессов, таких как механическая обработка или сварка, которые могут снизить эффективность пассивирующего раствора.
- Формирование пассивной пленки.
Химическая обработка: очищенный металл обрабатывается химическими растворами кислот (пассиватором) для удаления «свободного железа», оставшегося на поверхности, в результате чего образуется оксидный слой. Т.о химическая обработка моментально ускоряет реакцию между хромом в нержавеющей стали и кислородом. Эта реакция образует тонкий, непроницаемый и самовосстанавливающийся слой оксида хрома, который действует как защитный экран от коррозии.
3. Промывка и сушка: последний этап — тщательная промывка металла для удаления всех остаточных химикатов с последующей сушкой. После этого поверхность готова к использованию в сложных условиях, где коррозионная стойкость имеет решающее значение
Ключевые технологические аспекты
Чистота поверхности: Процесс в значительной степени зависит от исходной чистоты поверхности, чтобы гарантировать правильное формирование пассивного слоя и отсутствие посторонних загрязнений, таких как железо.
Контролируемый химический состав: Параметры химической обработки, такие как концентрация кислоты, температура и время, должны тщательно контролироваться для оптимизации процесса и достижения желаемой толщины защитного слоя без повреждения базовой стали.
Свойство самовосстановления: Важнейшим технологическим преимуществом является способность пассивного слоя к самовосстановлению. При повреждении слоя он может самовосстановиться при наличии кислорода.
Почему шлифовки недостаточно: пять реальных причин
- Потеря легирующих элементов. В зоне сварного шва концентрация хрома падает. Шлифовка не восполняет его, а пассивация активирует процессы его диффузии к поверхности.
- Эффект гальванической пары. Частицы железа (анод) на поверхности нержавейки (катод) создают гальванический элемент во влажной среде, запуская точечную коррозию.
- Невозможность контроля. Качество шлифовки определяется "на глазок". Качество пассивации можно измерить специальным прибором.
- Низкая стойкость в агрессивных средах. Без пассивного слоя шов быстро начнет ржаветь в агрессивных средах, таких как хлориды, кислоты или щелочи.
- Риск межкристаллитной коррозии. Локальный перегрев при шлифовке может спровоцировать этот скрытый и самый опасный вид разрушения металла.
Шлифовка — это косметика. Пассивация — это иммунитет, встроенный в кристаллическую решетку металла.
Технологическая карта: правильная последовательность операций
- Механическая подготовка. Шлифовка (абразивы P120–P400, используемые только для нержавеющей стали). Цель — убрать геометрические дефекты.
- Обезжиривание. Удаление масел, эмульсий и технологических загрязнений.
- Промывка. Обильная промывка чистой водой для удаления абразивной пыли.
- Пассивация. Нанесение состава на время, указанное в инструкции. Например, PASSINOX или FUTUR PASS выдерживается 30-60 минут.
- Тщательная промывка. Нейтрализация остатков химии.
- Контроль качества. Использование портативного электрохимического тестера Passi Test Plus. Прибор дает цифровое значение потенциала, объективно подтверждающее наличие пассивного слоя.
Готовые решения FORSTEX: химия, которая работает на результат
Мы разрабатываем составы для разных производственных задач:
- PASSINOX — классический пассиватор на основе азотной кислоты для максимальной коррозионной стойкости. Когда использовать: для ответственных объектов, работающих в агрессивных средах (химическая промышленность).
- FUTUR PASS ADF GEL / PASS OX — безазотные пассиваторы для безопасности персонала. Когда использовать: для цехов с повышенными требованиями по охране труда, для пищевого и фармацевтического оборудования.
- PASS C GEL SPRAY — специализированное решение для сталей AISI 400-й серии (ферритных и мартенситных). Учитывает их пониженную склонность к пассивации.
- Портативные установки SURFOX, ISMU, CLINOX SURFACE — решение "два в одном" для сложных случаев. Электрохимическая обработка гарантированно восстанавливает пассивацию и внешний вид сварного шва на любой марке нержавеющей стали.
Экономика, которую можно посчитать: ваша выгода при переходе на пассивацию
- Сокращение брака. Исключение случаев коррозии на уже готовых изделиях.
- Снижение трудозатрат. Пассивация гелем на 30-40% быстрее, чем попытка "вышлифовать" все дефекты.
- Увеличение срока службы оборудования в 2-3 раза за счет защиты от питтинговой и межкристаллитной коррозии.
- Соответствие стандартам. Гарантированное прохождение испытаний по ASTM A 380, A967.
Резюме
Задача финишной обработки — не создать видимость качества, а обеспечить его на протяжении всего срока службы изделия.
Шлифовка подготавливает площадку. Пассивация защищает от коррозии.
Наши технологи помогут вам подобрать оптимальное средство для вашей марки стали и типа производства.
Получите бесплатную консультацию и подбор пассиватора для вашей задачи, оставив заявку на нашем сайте