Играли в детстве в «предсказателя-экспериментатора»? Пытались угадать, что случится, если дёрнуть кота за хвост или засунуть палец в розетку. К счастью, большинство из нас выросли и поняли: лучше подумать о последствиях заранее, чем получить по лбу или электрошок.
На производстве тот же принцип, только ставки повыше. Вместо синяков и царапин — миллионные убытки от брака, остановка линий, недовольные клиенты. А иногда и человеческие жертвы. Именно поэтому инженеры придумали FMEA — Failure Mode and Effects Analysis, или «анализ видов и последствий отказов». По сути, это научный способ играть в «что будет, если...» с серьёзными последствиями.
От военных катастроф к шоколадным батончикам
История FMEA началась в 1940-х годах с американских военных. Представьте: идёт Вторая мировая, каждая ракета на вес золота, а половина из них взрывается прямо на стартовой площадке. Не очень эффективно, согласитесь?
Военные инженеры начали систематически анализировать каждый компонент, каждую операцию, каждый возможный способ поломки. Результат впечатлил: количество катастрофических отказов упало в разы. После войны методология перекочевала в NASA — там тоже цена ошибки измерялась человеческими жизнями и космическими бюджетами.
А потом случилось чудо. В 1960-х годах Ford Motor Company адаптировал FMEA для автомобильной промышленности. И знаете что? Оказалось, что принципы работают везде — от космических кораблей до кондитерских фабрик.
Сегодня FMEA используют тысячи компаний по всему миру. Toyota применяет его в каждой новой модели, Boeing — в каждом самолёте, а небольшие турецкие кондитерские фабрики — для производства рахат-лукума. Да-да, того самого, который продают в красивых коробочках туристам.
Анатомия FMEA: три кита предвидения
FMEA строится на простой, но гениальной идее: любой отказ можно описать тремя параметрами.
Severity (S) — Тяжесть последствий: Что случится, если это произойдёт? От лёгкого раздражения клиента (S=1) до катастрофы с человеческими жертвами (S=10).
Occurrence (O) — Вероятность возникновения: Как часто это может случиться? От «раз в столетие» (O=1) до «постоянно» (O=10).
Detection (D) — Вероятность обнаружения: Сможем ли мы поймать проблему до того, как она дойдёт до клиента? От «обязательно заметим» (D=1) до «никогда не обнаружим» (D=10).
Перемножаем эти три числа — получаем RPN (Risk Priority Number), номер приоритета риска. Максимальное значение — 1000. Если RPN больше 100, проблема требует немедленного внимания.
Звучит просто? На бумаге — да. На практике каждая оценка — результат серьёзных дискуссий экспертов, анализа статистики, иногда настоящих детективных расследований.
Реальный кейс: турецкий рахат-лукум и неожиданные открытия
Возьмём конкретный пример — небольшую кондитерскую фабрику в Турции, которая производит традиционный рахат-лукум. Казалось бы, что может пойти не так в производстве сладостей, которые делают уже сотни лет?
Команда экспертов провела FMEA-анализ всего процесса — от смешивания ингредиентов до упаковки готового продукта. Результаты оказались неожиданными.
Самый высокий риск (RPN = 168) выявился не в приготовлении сиропа, как ожидалось, а в процессе нарезки и упаковки. Причина: высокая вероятность загрязнения продукта из-за недостаточной гигиены рук работников и инструментов.
Второе место (RPN = 144) заняла температурная обработка. Нестабильность температуры приводила к изменению консистенции продукта, что влияло на качество и срок хранения.
Самое интересное: традиционные «очевидные» риски — качество сахара, точность рецептуры — оказались в середине списка. FMEA помог увидеть реальную картину, а не ту, которую все предполагали.
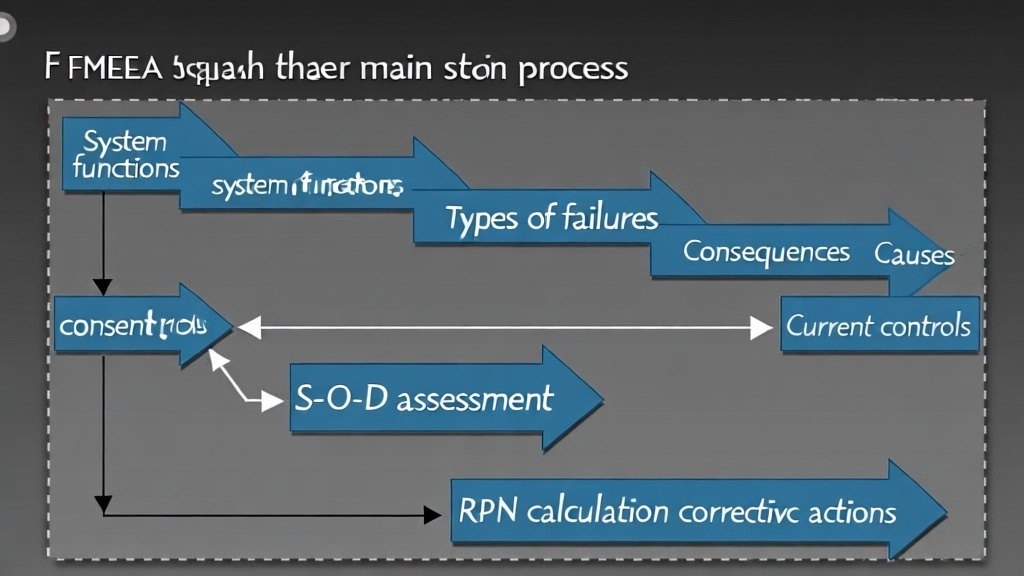
Пошаговый алгоритм: как превратить хаос в систему
Шаг 1: Определить границы анализа Что именно анализируем? Весь процесс производства? Конкретную операцию? Новый продукт? Ремонт оборудования? Чёткие границы — половина успеха.
Шаг 2: Собрать команду экспертов FMEA — не сольная партия. Нужны технологи, операторы, инженеры по качеству, специалисты по обслуживанию. Каждый видит свою часть картины.
Шаг 3: Описать функции системы Что должно происходить в идеальном мире? Какие функции выполняет каждый элемент? Без понимания нормы невозможно выявить отклонения.
Шаг 4: Определить возможные отказы Что может пойти не так? Здесь пригодятся мозговые штурмы, анализ статистики брака, жалобы клиентов, опыт обслуживающего персонала.
Шаг 5: Проанализировать последствия Что случится, если отказ произойдёт? Влияние на безопасность, качество, производительность, имидж компании.
Шаг 6: Найти причины отказов Почему это может случиться? Износ оборудования, человеческий фактор, колебания параметров среды, качество материалов.
Шаг 7: Оценить текущие средства контроля Что у нас уже есть для предотвращения или обнаружения проблем? Инструкции, контрольные карты, автоматические системы.
Шаг 8: Рассчитать RPN Перемножить S×O×D для каждой причины каждого отказа.
Шаг 9: Определить приоритеты и действия Где RPN больше 100? Что можем улучшить быстро и эффективно?
Шаг 10: Реализовать улучшения и пересчитать Внедрить изменения, оценить их эффективность, пересчитать RPN.
Подводные камни: где FMEA даёт сбой
За годы практики я видел, как FMEA превращается из мощного инструмента в формальную бюрократию. Вот основные ошибки:
Ошибка №1: Анализ ради анализа Составили красивую таблицу, положили в папку, отчитались перед руководством. А проблемы остались. FMEA без последующих действий — пустая трата времени.
Ошибка №2: Неправильный состав команды Либо только теоретики без практического опыта, либо только практики без системного мышления. Нужен баланс.
Ошибка №3: Субъективность оценок «Мне кажется, это случается редко» — не аргумент. Нужны данные, статистика, факты.
Ошибка №4: Фокус только на RPN Высокий RPN не всегда означает высокий приоритет. Иногда отказ с RPN=72 критичнее, чем с RPN=120, если у первого S=9 (критические последствия).
Ошибка №5: Статичность анализа Сделали FMEA два года назад и забыли. А процесс изменился, появилось новое оборудование, поменялась технология. FMEA требует регулярного обновления.
Типы FMEA: от дизайна до процесса
Design FMEA (DFMEA) — анализ на этапе проектирования продукта. Что может пойти не так в конструкции? Какие компоненты наиболее уязвимы?
Process FMEA (PFMEA) — анализ производственного процесса. Где могут возникнуть отклонения? Какие операции наиболее критичны?
System FMEA (SFMEA) — анализ взаимодействия систем. Как отказ одной подсистемы влияет на другие?
Service FMEA — анализ сервисных процессов. Что может пойти не так при обслуживании клиентов?
Каждый тип имеет свои особенности, но принципы остаются неизменными: предвидеть, оценить, предотвратить.
Цифровизация FMEA: от Excel к искусственному интеллекту
Современные инструменты кардинально меняют подход к FMEA. Специализированные программы автоматически подтягивают статистику отказов, интегрируются с системами мониторинга, строят динамические матрицы рисков.
Машинное обучение анализирует паттерны в исторических данных, предсказывает новые виды отказов, автоматически корректирует оценки вероятности.
На одном из металлургических комбинатов внедрили систему, которая в реальном времени отслеживает параметры процесса и автоматически пересчитывает RPN. Результат: время реакции на критические изменения сократилось с часов до минут.
Интеграция с другими методами: FMEA в экосистеме качества
FMEA редко работает в одиночку. Он прекрасно интегрируется с другими инструментами:
С методом «5 почему»: FMEA выявляет что может пойти не так, «5 почему» помогает найти коренные причины.
С диаграммой Ишикавы: Системный анализ причин отказов.
С контрольными картами: Мониторинг параметров, критичных по результатам FMEA.
С Poka-Yoke: Разработка защиты от ошибок на основе выявленных рисков.
С планированием экспериментов: Проверка гипотез о причинах отказов.
Психология FMEA: почему люди сопротивляются
Главная проблема FMEA — не техническая, а психологическая. Люди не любят думать о том, что может пойти не так. Это вызывает тревогу, заставляет признать несовершенство системы.
«У нас и так всё работает», «Не нужно создавать проблемы на пустом месте», «Мы производим этот продукт уже 20 лет» — типичные реакции на предложение провести FMEA.
Решение — начинать с малого. Возьмите одну конкретную проблему, которая уже случалась. Покажите, как FMEA помог бы её предотвратить. Успех одного проекта стоит тысячи презентаций.
Измерение эффективности: как понять, что FMEA работает
Эффективность FMEA измеряется конкретными результатами:
- Снижение количества отказов в производстве на 40-70%
- Сокращение времени простоев благодаря превентивным мерам
- Улучшение качества продукции за счёт устранения критических рисков
- Экономия на гарантийных расходах и рекламациях
- Повышение безопасности рабочих мест и продукции
На турецкой кондитерской фабрике после внедрения рекомендаций FMEA количество рекламаций снизилось на 58%, а производительность выросла на 23% за счёт сокращения переделок.
Обучение команды: с чего начать
FMEA требует специфических навыков. Команду нужно обучать:
- Теоретические основы: принципы, шкалы оценки, расчёт RPN
- Практические навыки: работа в команде, модерация дискуссий, структурирование информации
- Отраслевая специфика: особенности применения в конкретной индустрии
- Инструменты: программное обеспечение, шаблоны, чек-листы
Главное — не превращать FMEA в ритуал. Это рабочий инструмент, а не отчётность для аудиторов.
Выводы и мотивация к действию
FMEA — это не просто методология анализа рисков. Это способ мышления, который превращает реактивный подход («что-то сломалось — чиним») в проактивный («предвидим проблемы — предотвращаем их»).
Начните с малого: выберите один процесс, соберите команду из 3-5 экспертов, проведите первый анализ. Не стремитесь к совершенству — стремитесь к улучшению.
Фокусируйтесь на действиях: красивые таблицы не решают проблем. Каждый выявленный риск должен привести к конкретным мерам.
Используйте данные: субъективные оценки — враг объективного анализа. Собирайте статистику, изучайте тренды, анализируйте корреляции.
Обновляйте регулярно: FMEA — живой документ. Изменился процесс — обновите анализ. Появились новые данные — пересчитайте риски.
Интегрируйте с другими методами: FMEA эффективнее в связке с другими инструментами качества.
Хотите освоить современные методы управления рисками и качеством? Подписывайтесь на канал «Компас производительности» — здесь мы разбираем практические инструменты, делимся реальными кейсами и помогаем превратить теорию в измеримые результаты.
Помните: в современном мире конкуренции выживают не самые сильные, а самые предусмотрительные. FMEA — это ваш инструмент предвидения в мире производственных рисков.