Сегодня, в наш «автоматный век», немногие знают, что в старину не только клинковое оружие ковалось из узорчатой стали. Практически с момента появления ручного огнестрельного оружия его стволы изготавливались с применением кузнечной сварки. Даже стволы первых пушек отковывали из железных полос. Так была откована стоящая сейчас в Эдинбурге железная пушка «Монс-Мег», весящая 5 тонн при длине 4 метра.

Пушечные стволы для повышения надежности дополнительно скрепляли хомутами, но ружья люди носили на себе и лишний вес хомутов им был ни к чему. Оказалось, что возникающие от внутреннего давления напряжения, которые разрывают трубу, действуют на продольный шов ровно в два раза сильнее, чем на поперечный, поэтому ствол со спиральным швом разорвать труднее, чем с прямым.
Сваренную заготовку ствола начали скручивать в горячем состоянии, отчего сварочный шов образовывал винтовую линию. Ослабленный стык вытягивался хоть и не поперек, но и не вдоль трубки ствола, поэтому стенки стволов можно было делать тоньше. Позднее, в развитие этой идеи, догадались наворачивать узкую железную ленту по спирали на тонкую оправку и проваривать сразу спиральный шов.
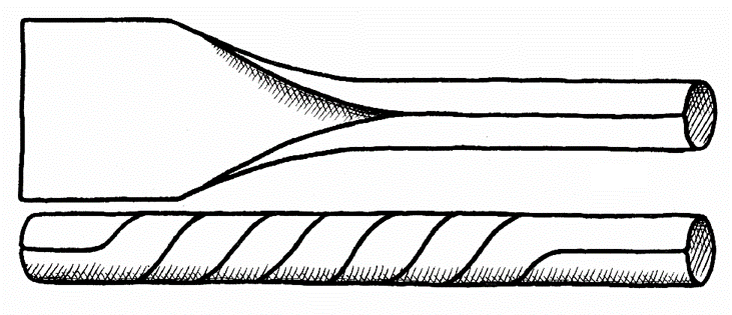
Технически процесс изготовления ствола, в какой бы стране это ни происходило, состоял из строго последовательного ряда операций. Сначала подготавливали «рубашку» - тонкую трубу из листового железа с незамкнутым продольным швом, в которую вставляли оправку-дорн. Затем железную ленту закрепляли зажимом и навивали на «рубашку». Если длины ленты не хватало на весь ствол, на нее доваривали добавочные куски, при этом общая длина ленты доходила до нескольких метров.
Когда наступал момент сварки шва оправку вытаскивали и недлинный участок заготовки нагревали до сварочной температуры, после достижения которой снова быстро вставляли оправку и производили проковку-сварку. При проковке использовались специальные наковальни или подкладки с полукруглыми углублениями, соответствующими диаметру ствола.
Когда весь ствол был проварен, его еще раз проковывали в горячем состоянии для выравнивания и придания формы. Иногда особо старательные работники дополнительно простукивали ствол уже без нагрева для упрочнения металла наклепом, что называли холодной закалкой. Для образования ровного внутреннего канала ствола его просверливали, после чего обтачивали наружную поверхность.
Таким образом научились изготавливать длинные и легкие стволы. Для начала изготовления узорчатых стволов оставалось сделать один шаг. Вероятно, его сделали на Востоке в конце 16-го или самом начале 17-го века. Во всяком случае, уже во второй половине 17-го века в Европу из Турции стали попадать первые образцы ружей с узорчатыми стволами. Музейные коллекции показывают, что в Индии, Афганистане, Иране и Турции даже армейские ружья и малокалиберные орудия часто изготавливались из узорчатого металла.
В Западной Европе лишь в конце 18-го века научились изготавливать стволы из дамаска, подражая восточным образцам. Первые дамасские стволы сварили, вероятно в Испании – во всяком случае, есть описания 17-го века, в которых невнятно говорится о том, что придворный мастер изготавливал металл для ствола из, как сказано, «маленьких кусочков».
Массовое производство узорчатых стволов началось в Льеже и уже в 1808 году около 500 мастеров работали там над изготовлением подобных ружей. Изготавливали такое оружие еще и в Версале, Сент-Этьене, Бирмингеме, Шеффилде, Зуле и Брешии. Спрос на охотничье оружие был таков, что только в 1906 году и только в одном Льеже произвели 850 тонн дамаска, которого было достаточно для изготовления 155 000 штук двуствольных ружей.
Разнообразие сортов стволового дамаска не поддается точному учету, поскольку лишь в одном каталоге Льежской мануфактуры за 1891 год покупателю предлагался выбор из двадцати наименований. Говорят, что всего существовало более тысячи названий сортов стволового дамаска. Конечно, нужно учесть неизбежное дублирование, когда один и тот же металл назывался в разных странах по-разному.
Несмотря на обилие названий сортов металла, все их по способу получения можно разбить на несколько групп.
1. Подковный
2. Полосовой
3. Ленточный
4. Крученый (1-6 прутковый)
5. Комбинированный
6. Мозаичный
«Подковный» - наиболее древний и, как ни странно, повсеместно ценимый сорт дамаска для стволов обязан своим названием сырью, из которого его изготавливали, а именно гвоздям, которыми прибивают подковы к лошадиным копытам. Плоские гвозди собирали в пучок, сваривали в монолит и расковывали в полосу, которую обычным порядком наворачивали на оправку. Структура дамаска состояла из множества плоских, лентообразных волокон.
Несколько иную, но схожую структуру имели сорта «полосового» дамаска, также откованного из собранного в брикет различного «втор. сырья» - лезвий кос, обручей с бочек и прочего мелкого ржавого металлолома. На стволах ружей встречаются даже надписи типа «полосовой ствол из лезвий кос». Но гораздо проще в изготовлении были стволы из «ленточного» дамаска, т.е. из обычного слоистого железо-стальной композита. Наворачиваемые на оправку ленты, состоящие из нескольких десятков параллельных слоев стали и железа, не следует путать с лентами исходного металла, из которого состоял «полосовой» дамаск.
Из-за схожести названий дамаска может возникнуть путаница. Действительно, по какой технологии изготовлены стволы сортов «риббон» (англ. ribbon - лента), «рюбан» (франц. rubans - полоса, лента), а также «банд», «штрайфен» (нем. Band, Streifen -лента), «Зебра» и им подобные? Впрочем, теперь эти нюансы имеют значение лишь для особо грамотных коллекционеров и историков оружия.
«Крученый» дамаск изготавливался путем расковки в ленту предварительно туго закрученного прутка слоистого композита. При скручивании заготовки производили до 500 полных оборотов на один метр длины прутка. Сложные (и популярные) варианты предусматривали предварительную торцовую сварку 2-6 скрученных прутков в плоский брикет, и лишь затем его расковку в ленту.
Естественно, прутки могли быть закручены как в разные, так и в одну сторону. Получался узор типичного «турецкого» дамаска, поэтому некоторые сорта так и назывались - «Тюрк», «Тюрк-Экстра» и т.д. Часто встречается другое название - «Кролль». При изготовлении «турецкого» малослойного дамаска с последующей аккуратной расковкой в ленту, не искажающих внутреннюю структуру металла, возникал красивый эффект. При сошлифовке примерно половины толщины ленты вдоль каждого скрученного прутка протягивался ряд 4-х лучевых звездочек белого или черного цвета.
Комбинированные сорта стволового дамаска объединяли в одной ленте скрученные прутки с прутками, в которых подчеркнуто выявлен полосатый узор. Наиболее красиво это смотрелось в двустволках, когда ленты на стволы накручивались по спирали в разные стороны, что вообще являлось общим правилом.
Для стволов из «мозаичного» дамаска первичный пакет составлялся не из плоских пластин, а из прутков с разным содержанием углерода, сложенных в прямоугольный блок в заданном порядке и составляющих, подобно мозаике, некий рисунок. Блок сваривался и аккуратно прокатывался в вальцах в тонкий квадратный пруток. Затем этот пруток туго закручивали, раскатывали в ленту и сваривали ствол.
Одним из самых дорогих сортов ружейного дамаска являлся «Этуаль» - «звездчатый» дамаск. На поверхности ствола из скрученного мозаичного дамаска этой разновидности проявлялись крестики, похожие на 4-х лучевые звездочки, отчего сорт дамаска и получил такое название.
Мозаичный узор индийского ружья
Верхом европейского мозаичного дамаска были стволы с узором в виде надписей - названия фирмы или сорта дамаска. Для этого в первичном пакете прутки и пластины стали складывали на фоне железного набора в таком порядке, что они образовывали желаемое слово или изображение торговой марки. После очень аккуратной и точной дальнейшей обработки эта надпись в более-менее различимом виде последовательно, виток за витком, проступала на поверхности ствола.
Выявление узоров производилось травлением стволов всеми мыслимыми способами и самыми разнообразными составами. По желанию заказчика могли получить три вида поверхности дамасского ствола: с рельефным узором, окрашенным и черным контрастным.
«Рельефный» получался в том случае, когда после глубокого протравливания поверхность тщательно полировали до чистого металла. Узор дамаска проявлялся только в виде рельефных линий одного цвета, и поверхность ствола имела вид гравированной. «Окрашенный» узор являлся, по сути, следствием воронения рельефного узора и мог иметь однотонный цвет от оливкового до темно-бурого или совсем черного. В «черном контрастном» использовали свойства стали и железа по-разному окрашиваться под воздействием одного и того же хим. реактива. Например, сталь приобретала глубокий черный цвет, а железо оставалось белым, но могло быть и наоборот.
Под натиском новых индустриальных технологий выплавки стали и изготовления ружейных стволов их производство из дамаска сначала сократилось до штучных заказов, а затем и вовсе прекратилось. Как в Льеже впервые в Западной Европе отковали первый дамасский ствол, так в том же Льеже в 1930 году закрылась последняя мастерская по производству ружей из дамаска.
Ну, а как обстояли дела на «нашем» Востоке? На Кавказе производство узорчатых стволов зафиксировано уже в первой половине 18-го века. Так, в Оружейной Палате хранится ружье кавказской выделки со стволом из дамаска, датированное 1732 годом. Полагают, что ствол для этого и других подобных ружей произведены в дагестанском селении Харбук, из которого стволы поступали для дальнейшей сборки и украшения в Кубачи. Само собой разумеется, что и сами ружья, и стволы для них изготавливались на Кавказе не только в Харбуке и Кубачах, но и в других районах и селениях.
Фрагмент ствола кавказской выделки
Технология изготовления стволов и дамаска для него была, вероятно, заимствована из Турции. В Закавказье даже само ружье называлось «турка». Один из мастеров, работающий в Лагиче (Закавказье), оставил описание технологии изготовления ствола из «букетного» дамаска. По этому описанию следовало семь проволок (три железные и четыре стальные) скрутить между собой и, не сваривая, навернуть на оправку. Сваренный, прокованный и обточенный ствол 8 часов кипятили в специальном растворе, а полученный в итоге узор называли «выеденная руда».
В Россию методы производства дамасских стволов могли попасть как через Кавказ, так и непосредственно из Ирана и Турции. Во всяком случае, изготавливать подобное оружие русские мастера научились намного раньше своих западных коллег. В экспозиции Оружейной Палаты представлен охотничий штуцер с узорчатым стволом, изготовленный московскими оружейниками уже в 1730-м году.
Конечно, нельзя исключить и того, что этот ствол был привозной, но в 1782 г известный тульский мастер Иван Полин вполне самостоятельно изготовил пистолет с комбинированным узором на стволе. В начале 20-го века тульские ремесленники предлагали покупателю выбор уже из нескольких десятков (около 50) сортов стволового дамаска. Я лично видел подобную демонстрационную шкатулку (она хранится в Московском Политехническом музее) с аккуратно уложенными в несколько рядов трубчатыми образцами узоров.
Однако уже к тридцатым годам 20-го века производство ружей с узорчатыми стволами практически повсеместно прекратилось – даже в единичных экземплярах. Причиной послужило развитие методов производства литой стали, которая была значительно дешевле при весьма хорошем качестве. Сначала дамасские стволы превосходили по прочности изготовленные из литой промышленной стали, но со временем литая сталь превзошла прочность даже элитных сортов стволового дамаска.
Так, ствольное железо имело предел текучести 15 кгс/мм², дорогой дамаск до 35 кгс/мм²; временное сопротивление на разрыв (предел прочности) у ствольного железа было 35кгс/мм², у дорогого дамаска — 50 кгс/мм². Литая сталь винтовок системы Бердана имела сравнимые с дамаском показатели: предел текучести 25 кгс/мм², а временное сопротивление на разрыв — 55 кгс/мм² . Но уже перед Первой мировой войной ружейная сталь Ижевского завода имела предел текучести 40, а сопротивление на разрыв 60 кгс/мм². Современная же ствольная сталь марки 50А имеет предел текучести 55 кгс/мм² и временное сопротивление на разрыв 80 кгс/мм². В практическом смысле показатели прочности влияли на допустимую толщину стволов и их надежность.
При этом стволы из дамаска для своего времени были вполне надежными. В журнале Double Gun Journal, №4-1999 описывается испытание штучного двуствольного ружья Parker, Bros. с дамасскими стволами производства начала 20-го века. Результаты показали, что ружье выдержало давление почти в 2,5 раза большее рекомендованного максимального рабочего давления, развиваемого современными пороховыми зарядами.
Однако в наше время стрелять из раритетных ружей с дамасскими стволами зарядами с современным бездымным порохом все же не стоит. Дело в том, что в дамасских стволах из-за обилия относительно рыхлых сварочных швов усиливалось явление проникновения в толщу металла влаги и пороховых газов и развивается межшовная коррозия, что снижает прочность узорчатого ствола.
Ну, а как с дамасскими стволами обстояли дела на классическом Востоке, в Индии, Персии? Впрочем, для Англии это был Восток, а для нас, скорее, Юг.
В Индии мозаичный узор на стволах получали своим, оригинальным способом. По этому способу так же, как и для «звездчатого» дамаска, сваривали сложносоставной блок и расковывали в толстый прут. Полученный мозаичный блок не закручивали, а аккуратно надрезали или надрубали с двух сторон поперек слоев-волокон. Затем узорчатый прут растягивали в горячем состоянии в длину, как бы разворачивая узорчатую «гармошку». Узорчатые поперечные спилы выходили на поверхность ленты, образуя т.н. «развернутую мозаику», состоящую из ряда повторяющихся фигур. После дальнейшей сварки, шлифовки и травления на поверхности ствола проявлялся заданный узор, который мог быть сколь угодно сложным. Излюбленным мотивом были различные вариации на «цитрусовую» тему среза лимона, нередко встречались и мозаичные стволы с узором в виде многослойных рулетов.
Толстая внутриствольная «рубашка» иногда при обточке вылезала на поверхность и тогда покупатель видел, что по высокой цене ему пытаются продать внешне красивый, но сравнительно непрочный ствол, металл которого состоял в основном из обычного железа.
Однако внутренний железный слой играл и некоторую положительную роль, повышая «живучесть» ствола. При использовании дымного пороха, в котором кроме селитры и угля было много серы (10%), происходил интенсивный разгар ствола, причем неоднородный дамаск и выгорал неодинаково. Говорят, это было одной из причин потери интереса к узорчатым стволам.
Мне приходилось слышать о том, что в Туле применялся оригинальный способ изготовления узорчатых недлинных стволов. Этот метод состоял в сварке квадратного блока, в котором наружная часть состояла из узорчатого композита, а в центр блока закладывалась монолитная железная болванка. Из такого сплошного блока отковывали круглую заготовку ствола, которую затем скручивали винтом и просверливали в длину, образуя канал ствола.
Недостатком являлся большой расход металла и потеря времени при глубоком сверлении, зато сама сварка не только сильно упрощалась, но повышалась и надежность ствола. Для Тулы, имеющей давние традиции массового изготовления именно огнестрельного оружия этот «механистический», станочный подход был, наверное, оправдан и допустим.
Впрочем, об исторических и культурно-этнологических сторонах производства огнестрельного оружия я рассуждать не вправе по причине скудости познаний.