📌 Напомним: в предыдущей статье мы подробно разобрали, как правильно подобрать количество зубьев алмазной прифуговочной фрезы для кромкооблицовочного станка. Теперь настало время рассмотреть второй важнейший параметр — аксиальный угол зубьев.
Что такое аксиальный угол и зачем он нужен?
Аксиальный угол — это угол наклона режущих зубьев относительно вертикальной оси. У стандартных алмазных фуговальных фрез он составляет 30°, но современные производители, например Surreу, предлагают и варианты с увеличенными углами: 45° и 54°.
На первый взгляд разница может показаться небольшой. Однако именно угол наклона определяет характер взаимодействия инструмента с материалом: будет ли зуб «рубить» кромку, вызывая сколы, или «скользить» по ней, обеспечивая чистый рез.
В линейке компании LIGA есть фрезы с разными углами наклона — от стандартных до высоких. Практика показала: углы 45° и 54° дают производству ощутимые преимущества.
Преимущества увеличенного угла
1. Повышение производительности
Один из главных показателей эффективности кромкооблицовочного станка — это скорость подачи заготовки (м/мин). Именно она определяет, сколько деталей предприятие может выпустить за смену.
- При угле 30° оператор на 3-зубой фрезе обычно ограничен подачей ~15 м/мин: выше уже появляются сколы.
- При угле 45° фрезой Z3+3 можно выйти на стабильные 18 м/мин без потери качества.
- При угле 54° допустимая подача фрезы Z3+3 увеличивается до ~21 м/мин.
Современные станки, например KDT KE-706BT (15–24 м/мин) или KDT KE-525 (22–30 м/мин), способны работать на высоких скоростях. Но именно правильный выбор фрезы позволяет использовать верхний диапазон возможностей станка, а не «тормозить» линию из-за ограничений инструмента.
Применение фрез с углом 45° даёт возможность задействовать верхнюю часть этого диапазона при сохранении чистой кромки.
Фрезы с аксиальным углом 54° увеличивают подачу на один зуб на 2 метра от классической 30 градусной. То есть при таком угле удаётся реализовать порядка ~7 м/мин на зуб (против ~5 м/мин у стандартных углов) благодаря снижению нагрузки на каждый резец.
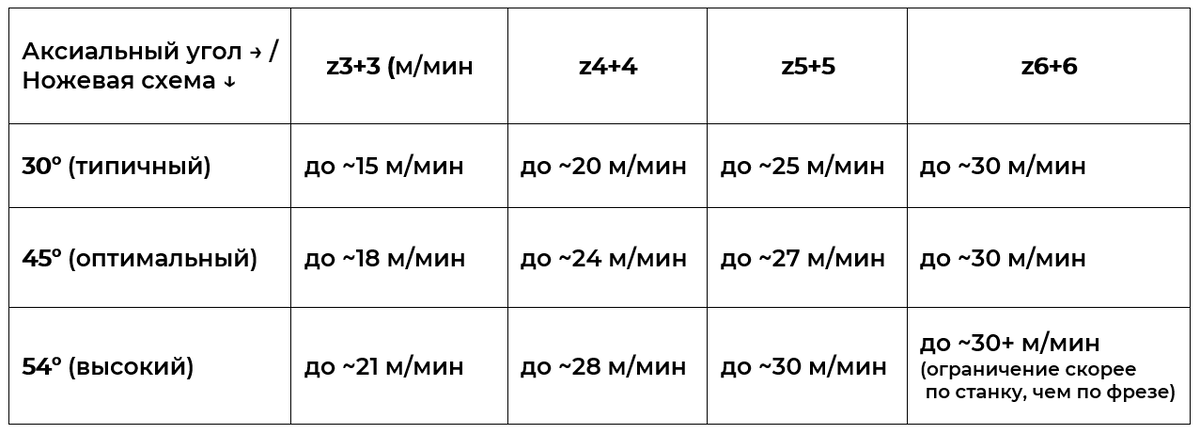
Для удобства читателей подготовила сводную таблицу, обобщающую влияние угла на рекомендуемую подачу. Здесь собраны все варианты ножевой схемы и рекомендуемые скорости подачи при разных значениях аксиального угла:
2. Качество кромки
Более высокий аксиальный угол обеспечивает «скользящий рез». Зуб входит в материал мягко, усилие резания направлено внутрь материала, нагрузка распределяется равномерно, и риск вырывания щепы или сколов на ламинированном слое значительно снижается. Чем больше осевой угол, тем меньше касательная составляющая силы резания и тем чище получается обработанная поверхность – особенно на мягких и слоистых материалах.
· 30° — допустимо для стандартных плит, но на глянцевых покрытиях и шпоне появляются дефекты.
· 45° — чистый рез на большинстве материалов (ЛДСП, МДФ, ламинированная фанера).
· 54° — идеально для деликатных поверхностей: глянец, шпон, тонкая ламинация. Эти фрезы применимы даже в технологиях «нулевого клеевого шва», где чистота прифуговки критична.
3. Экономическая эффективность
Да, фрезы с увеличенным углом стоят немного дороже стандартных. Но они служат дольше:
· при 45° — цена дороже на 15%, ресурс выше в среднем на 30%,
· при 54° — цена дороже на 30%, срок службы возрастает до 50%.
Таким образом, каждая заточка требуется реже, простоев меньше, а себестоимость метра кромки снижается.
Что происходит при разных углах:
30° - зуб работает ближе к «рубящему» режиму. Нагрузка на кромку выше, ударные нагрузки сильнее → кромка быстрее тупится. В среднем ресурс до заточки при Z4+4 составляет ~200 км пробега по кромке.
45° - сила резания перераспределяется: меньше скалывающей, больше «скользящей». Износ кромки идёт медленнее, так как рез более плавный. Ресурс возрастает примерно на 20–30 % относительно 30°.
54° - кромка работает максимально «скользяще». Износ алмаза распределяется равномерно по длине фаски. Реальный прирост ресурса до заточки — до 40–50 % по сравнению с 30° (и, примерно, на 15–20 % выше, чем у 45°).

Вывод
Использование фрез с увеличенным аксиальным углом — это не просто техническая опция, а инвестиция в эффективность:
- Выше скорость подачи → больше деталей в смену.
- Чище кромка → меньше брака и рекламаций.
- Дольше ресурс → меньше затрат на инструмент и простои.
Грамотно подобранный инструмент раскрывает возможности станка и напрямую влияет на себестоимость продукции.