Когда в руки попадает массивная деталь, а шов должен держать ударную нагрузку, обычное «прилепить электрод» не сработает. Сварка толстого металла – это технология, где мелочей не бывает. В данной статье мы хотим разобрать все: от подготовки до финиша.

Пошаговый разбор.
Шаг 1. Подготовка кромок – основа основ
Главная ошибка – пытаться варить толстяк «встык» без зазора. Металл просто не проплавится на всю глубину.
Что делаем:
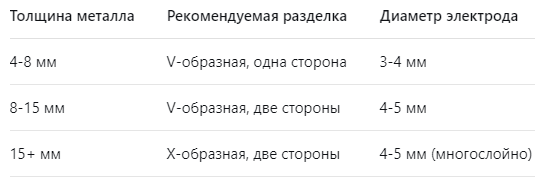
- Разделываем кромки. Для металла толщиной от 4-5 мм это уже необходимость.
- Делаем V-образную или X-образную разделку. Угол раскрытия – 60°.
- Оставляем притупление (1.5-3 мм) и зазор (1.5-2.5 мм). Это нужно для гарантированного провара корня шва.
Без разделки = Непровар и трещины.
С разделкой = Полный провар и прочное соединение.
Шаг 2. Предварительный подогрев
«Зачем греть то, что и так буду варить?» – спросит новичок. Ответ – чтобы избежать трещин и остаточных напряжений.
- Для каких сталей нужен: Углеродистые (сталь 45, 50), легированные, а также любая толщина от 20-30 мм.
- Температура: 150-300°C. Проверяйте термокарандашом.
- Чем греть: Газовая горелка, строительный фен.
Проще говоря, подогрев не дает металлу слишком быстро остывать после сварки, что предотвращает образование хрупких структур и трещин.
Шаг 3. Многослойная сварка – сердце технологии
Вот здесь многие теряются. Нельзя наплавить один массивный валик! Это гарантирует напряжения и непровар.
Правильная последовательность:
- Корневой шов («корень»).
Задача: Проварить всю толщину насквозь в месте разделки.
Как: Электродом меньшего диаметра (2.5-3 мм), аккуратно, без спешки. - Подварочные швы.
Задача: Заполнить разделку примерно на 2/3.
Как: Электродами 4-5 мм. Обязательно зачищайте каждый шов от шлака щеткой или молотком! - Лицевой (закрывающий) шов.
Задача: Придать соединению эстетичный вид и завершить заполнение.
Как: Можно делать «елочкой» или широкими валиками.
Важно! Не позволяйте металлу остывать между проходами до холодного состояния. Ведите сварку, пока деталь теплая.
Шаг 4. Техника ведения электрода
- Корневой шов: Ведите без поперечных колебаний, чтобы не прожечь и не провалить металл.
- Последующие швы: Используйте колебания «елочка», «полумесяц» для равномерного заполнения.
Шаг 5. Постобработка
Для ответственных конструкций это не роскошь, а необходимость.
- Отпуск (термообработка): Нагрев до 600-650°C и медленное охлаждение. Снимает остаточные напряжения.
- Правка: Если деталь все же «повело», используем методы из нашей предыдущей статьи.
Памятка сварщика:
Ключевые правила:
- Чистота – зачищайте кромки до блеска.
- Прогрев – не пренебрегайте им на толстом металле.
- Многослойность – несколько тонких швов лучше одного толстого.
- Зачистка – убирайте шлак после каждого прохода.
Сварка толстого металла – это не скорость, а точное следование технологии. Именно так рождаются швы, которые не подведут даже под самой серьезной нагрузкой.
Наш сайт - https://ptpz.ru/