Режим управления сварочной горелкой S4T: специальный четырехтактный режим
Режим S4T — это продвинутый четырехтактный режим управления сварочной горелкой, предназначенный для повышения качества сварного шва и стабильности процесса. Подходит для сварки алюминиевых материалов. Особый характер кривой сварочного тока учитывает высокую теплопроводность алюминия.
В режиме S4T пользователь имеет возможность настроить ток горячего старта и конечный ток (ток заварки кратера), что позволяет более точно управлять началом и завершением сварочного процесса. Такой подход особенно полезен при сварке тонких или чувствительных к термическим воздействиям металлов, где важно избежать прожогов и дефектов в зоне стыка.
Основные этапы режима S4T:
1. Горячий старт (Hot Start):
В начале сварки возможно отрегулировать ток, необходимый для плавного поджига.
Это помогает быстрее расплавить металл и обеспечивает стабильное зажигание дуги. Это особенно важно при сварке тонколистового металла.
2. Основной сварочный ток:
После стабилизации дуги ток выходит на номинальное значение, обеспечивающее качественное формирование шва.
3. Завершение сварки (End Arc):
В конце процесса ток плавно уменьшается, что помогает избежать резкого обрыва дуги и образования кратера.
4. Заварка кратера (Crater Fill):
На этом этапе задаётся конечный ток, который позволяет заварить кратер, обеспечивая требуемое формирование.
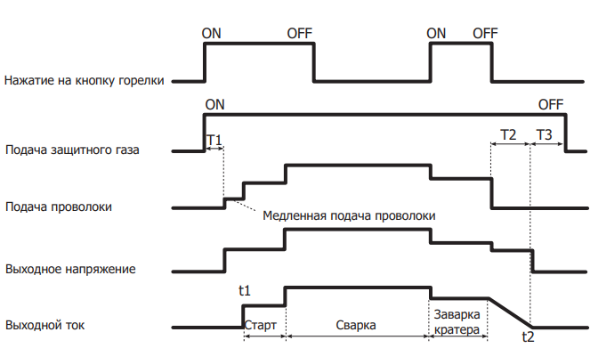
Порядок работы в режиме S4T будет следующим:
1. Нажмите кнопку горелки — ток и напряжение вырастет до стартового значения.
2. Отпустите кнопку горелки для перехода в основной режим сварки.
3. Нажмите кнопку горелки для перехода в режим заварки кратера.
4. Отпустите кнопку горелки для начала отжига проволоки и последующей продувки защитным газом.
Преимущества режима S4T:
- Повышение качества сварного шва за счёт точного контроля тока на всех этапах.
- Уменьшение дефектов в зоне стыка и кратера.
- Улучшенная стабильность дуги и снижение риска прожогов.
- Универсальность — подходит для широкого спектра материалов и толщин.
- Удобство настройки под конкретные задачи и условия сварки.
Режим S4T — это мощный инструмент для профессиональных сварщиков, позволяющий добиться высокой точности и надёжности в каждом сварочном соединении.