Предыстория
У племянника несколько лет назад появился 3D принтер, да довольно неплохой, модный – FLYING BEAR GHOST 6. Новым такие идут по цене 25-30, на авито есть вроде бы исправные варианты по 15. Штука безусловно прикольная, но как я понял, напечатав несколько тестовых деталей, он к нему малость охладел. Усугубило это всё и ухудшение качества печати этого самого устройства – пластик плыл, ломался. Так он и стоял у него, сколько я помню, после переезда бесхозным.

А тут мне вдруг это вспомнилось и решил посмотреть – что же с ним не так. Уровень моих познаний во всяких этих ЧПУ околонулевой, что-то из универа в голове только осталось. Предложил взять на «поиграться», тем более что он хотел его продавать в будущем. А продавать рабочий гаджет намного выгоднее, чем нерабочий 😊
В комплекте к нему шла синяя катушка с пластиком. Позже я узнал, что это ABS – не самый лучший для начинающих печатников материал, а также катушка с зеленым PETG.
Калибровка
Привез, открыл инструкцию и пошел сверять установку, монтаж, калибровку.
Процесс калибровки весьма прост и сложен одновременно – во многих современных моделях калибруется всё самостоятельно. Судя по некоторым дефектам на «столе» для печати, тут были ситуации, когда сопло опускалось слишком низко. Начинаем проверять. Для этого переходим с LCD Дисплея на принтере в раздел Инструменты->Уровень. На нем 4 точки по углам стола.
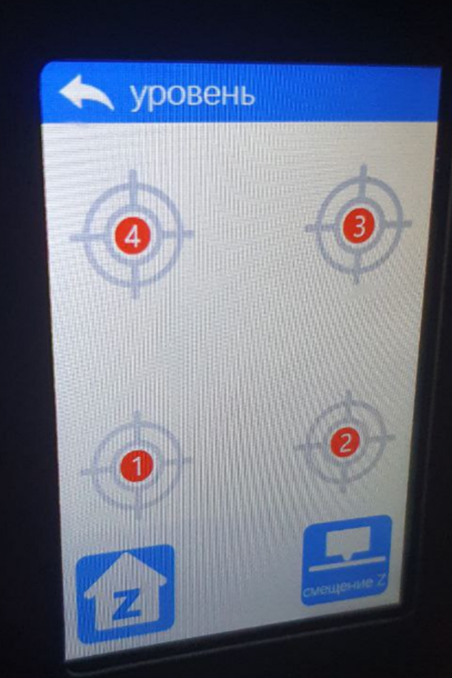
Суть калибровки заключается в том, чтобы положить листок бумаги и шевелить его между соплом и столом. У вас должно появиться сопротивление, но он не должен намертво застревать. Чтобы регулировать стол, внизу есть крутилки-барашки.
Повторить процедуру по инструкции надо с четырьмя точками. Покрутил я в общем эти барашки-вертушки, лист стал вылезать с небольшим натягом. Забегая вперед, результат тестовой печати меня не удовлетворил. Но причины я понял только после второй или третьей калибровки.
Перво-наперво, стол и сопло всё же видимо имеет смысл разогреть. Термическое расширение, все дела. А мы тут сотые пытаемся ловить как-никак.
Второй момент – когда вы прошли и выставили калибровку по всем четырем точкам, возьмите и пробегитесь с листом еще раз по ним. Часто, при изменении регулировки стола, какие-то точки начинают ходить слишком свободно. Если будут сильные отклонения при второй попытке, повторите процедуру снова. Это занимает от силы минут пять, но времени экономит на результате существенно.
Первая печать
Для печати я не стал мудрствовать и взял тестовый «болт-гайка», чтобы посмотреть – а что же он вообще в результате выдаст. Выдало, конечно какой-то результат, но качество оставляло желать лучшего.
В инструкции есть образцы того, как должен ложиться первый слой.
Но как я ни крутил барашки, слой ложился неравномерно – или слишком сильно или слишком высоко. Чуть позже я узнал лайфхак – возьмите какой-нибудь куб большой площади и начните его печатать (о том, как печатать модели и откуда их вообще брать – расскажу чуть позже).
При печати должен быть минимум полос. Эта картинка с просторов интернета очень хорошо объясняет, какого результата мы хотим добиться. Жаль, что нашел я её не сразу 😊
Коррекцию при печати можно делать на ходу. В этом плане принтер молодец, не то что я 😊 Делается это из под кнопки плюсика при печати, в разделе регулирования плоскости Z.
Если нос будет слишком утоплен – он будет сдирать пластик. Слишком высоко – полосить.
Если на этом этапе вы не получите нормального результата, переходить к более «глубоким» деталям смысла мало. Причин, конечно, может быть много, но хорошая калибровка – залог качественной печати. Если у вас носик бегает слишком низко или слишком высоко, игра с температурой скорее всего не поможет 😊
Пластик
Теперь, собственно о пластике. В комплекте с принтером шло немного PLA пластика. Пластиков вообще существует довольно много. Но условно их можно поделить на «сложные для новичка» и простые. Пластик делается из разного материала, плавится при разной температуре. Одни виды дают сильную усадку, другие нет. Одни любят печататься «на свежем воздухе», другим надо создавать подобие термокороба (его функцию тут выполняет снимаемый колпак над принтером).
Чем хорош PLA, который шел в комплекте? Он печатается на низких температурах, не требователен к подогреву «стола», позволяет добиться хороших результатов печати даже на самом простом оборудовании. Минусы – гигроскопичен, хрупок, боится ультрафиолета ну и тд. Он экологичен, при печати не выделяет в воздух всякую «бяку», позволяет неофиту втянуться.
На катушке же, которая висела подключенной к принтеру, значилась надпись ABS пластик. Он, конечно, классный, вроде более прочный, термоустойчив, но не такой экологичный. Главный его минус – он требует высокой температуры для печати и боится сквозняков. Я об этом всём тогда не знал и начал печатать скачанный тестовый кубик. По картинке можно понять, почему от принтера «отказались» 😊
Так сказать – постепенная эволюция 3д печати в моих кривых ручках 😊
Профиль, на котором я печатал тестовый болт, оказывается вообще был ориентирован под PLA и соответственно, часть дефектов печати была связана с этим.
Но забегая опять же вперед, пока что я не победил полноценно ABS. У стола он печатается сносно, однако чем выше мы поднимаемся, тем больше наслоенность и проблемы с экструзией пластика. Несмотря на наличие колпака, вверху прохладнее и мы видим дефекты. Связано это еще и с обдувом. Так как ABS требует высоких температур (~240 сопло, ~110 стол), то отключение обдува приводит к перегреву принтера и вываливанию критического события. Требуется выключить устройство и дать ему остыть. Хорошо видно этот эффект наслоенности на фото ниже:
Хотя маленькие печати еще на довольно плохой калибровке, получались уже весьма сносно. Понятно, сейчас меня обсмеют за это «сносно» опытные 3д печатники, ну да ладно – я то начал свой 3д опыт с вот тех вот кубиков 😊
Скажем так – это далеко от идеала, но намного лучше, чем было.
Пока я на всё это смотрел, решил заказать килограмм PLA пластика на озоне (около 900 рублей). А пока жду его, вспомнил про вторую катушку, которую также отдали бонусом. Там уже пластик PETG.
Для неофита он вроде чуть сложнее PLA, но легче ABS в использовании. Но и с ним сначала ждала неудача – никак не мог отстроить профиль и высоту сопла. В результате он то «отклеивался» от стола, то наоборот, его «сдирало» соплом. Я было переключился назад на ABS, но тут решил попробовать перекалибровать стол квадратом, как я писал выше. И для этих целей зарядил зеленую катушку. Удивительно, но он пропечатался.
Ах да. Про адгезию стола. Ну про то, что со стола надо соскребать всё, оставшееся от печати – это понятно. Дополнительно, стол надо обезжиривать – я использовал спирт. Но еще мне попал «в комплекте» состав для повышения адгезии. Не знаю уж насколько он эффективен, но детали перестали отрываться или стали делать это сильно реже.
Я снова попробовал зеленую катушку после очередной калибровки с осями Z и на удивление, «соплей» стало кратно меньше. Правда при печати заметны «пузырьки». Я предполагаю, что связано это с гигроскопичностью PETG пластика. Он впитывает влагу и при печати она пузырит.
Для меня это, если честно, было новостью, но оказывается катушки надо предварительно сушить. Усреднённо, вроде как, градусах при 50 с определенным уровнем влажности. Но сушилки у меня нет и стоит она уже каких-то ощутимых денег, поэтому данный пункт пока что пропустим 😊 Заказал термометр в духовку – гляну насколько она корректно держит температуру, может быть попробую просушить там.
Так, пока что остановимся – сын выходит с тренировки, сейчас надо идти встречать. Итак много буковок получилось.
В следующей части расскажу про модели, пластик, программу слайсера, профили печати и где я их взял. Ну и да, судя по всему, мне придется лезть менять хотспот или сопло по отдельности.
Сегодня вас снова развлекал Стасоныч, чуть больше информации в моём ТГ
Там я бываю чаще, в дзене в основном лонгриды. Подписывайтесь
Всем всего наилучшего! Не теряйте! 😊