Уважаемые коллеги!
Давайте поговорим о, казалось бы, второстепенном этапе нашей работы — о прихватках. Многие относятся к ним спустя рукава, а зря! Качественная прихватка — это 50% успеха всего сварного соединения. Неправильная прихватка может свести на нет всю последующую работу и привести к браку, который придётся переделывать.
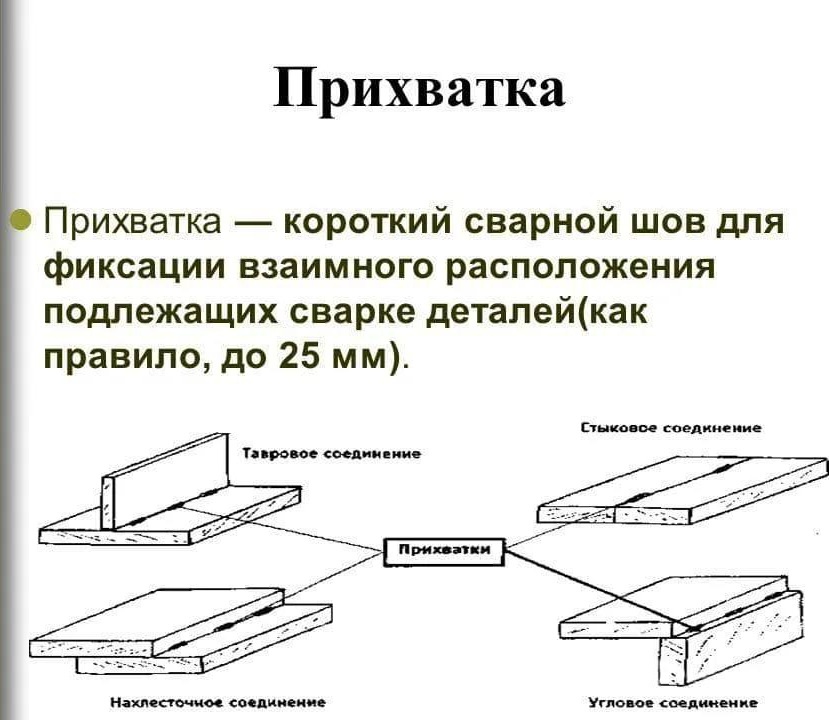
❗️ Почему прихватка ТАК важна
Фиксирует геометрию
Жёстко соединяет детали в нужном положении, не давая им разъехаться от термических напряжений при основном проваре.
Предотвращает деформации
Правильно расставленные прихватки равномерно распределяют усадочные напряжения, минимизируя коробление конструкции.
Гарантирует правильный зазор
Не даёт кромкам сдвинуться и обеспечивает сохранение равномерного зазора по всей длине стыка.
Часть шва
Согласно техпроцессам (например, СНиП III-18-75 «Металлические конструкции») прихватки должны быть переварены и стать полноценной частью основного шва. Это не временная мера, а начало постоянного соединения.
📍 Где и КАК ставить прихватки Основные правила
1. Расположение (частые случаи)
- Стыковые соединения
• Длина до 300 мм — минимум 2 прихватки по краям.
• Длина 300–1000 мм — через каждые 200–300 мм.
• Длина >1000 мм — шаг не более 500 мм.
Прихватки располагают со стороны, противоположной основному шву, либо в шахматном порядке для двусторонних швов. Это облегчает переварку при наложении основного шва.
- Тавровые и угловые соединения
Сначала собираем конструкцию на прихватках, проверяем геометрию (углы, перпендикулярность), потом обвариваем.
- Трубы
Прихватки ставятся равномерно по окружности. Для 4 секторной трубы — 4 прихватки, для 6 секторной — 6 прихваток. Чем больше диаметр и толщина стенки, тем больше прихваток требуется.
2. Размер и качество
- Длина
Обычно 3–4 толщины металла, но не менее 20–25 мм для ответственных конструкций. Короткие прихватки (5–10 мм) легко лопаются.
- Высота (катет)
Не более 2/3 катета будущего шва, оптимально ~½. Слишком массивная прихватка создаст концентратор напряжений и её сложно переплавить.
- Качество
Прихватка — полноценный короткий шов: кромки зачищены до металлического блеска; без кратеров и трещин; вывод дуги и заварка конца обязательны. Трещину удаляют полностью (болгаркой или зубилом), проваривать трещину нельзя.
🛠 Убирать прихватку или оставлять
Оставлять и переваривать
Это стандартная практика в большинстве случаев. При наложении основного шва прихватку переплавляют вместе с кромками. Дугу ведём прямо по ней.
Убирать
Исключительные случаи — высоколегированные стали, особо ответственные узлы, где технология запрещает оставлять прихватки из‑за риска дефектов. Убирать механически шлифмашиной до основного металла, не сбивать молотком.
⚠️ Типичные ошибки и последствия
- «Жабки» (короткие, точечные прихватки) — ломаются, приводят к щели и браку.
- Грязные кромки — дают поры и непровары.
- Слишком высокие прихватки — не переплавляются, создают концентрацию напряжений и трещины.
- Прихватки в местах пересечения швов — мешают провару угловых соединений; смещайте их.
✅ Итог
Хорошая прихватка — это не «и так сойдёт». Это основа качественного сварного соединения: правильная геометрия, минимальные деформации и надёжность шва. Сделай прихватку как положено — получишь 50% успеха ещё до первого провара.