Кованый нож — это не просто клинок. Это концентрат ремесла, инженерной мысли, исторического опыта и горячего железа. Сегодня мы заглянем в мастерскую Архангельского, чтобы разобраться, как из старой автомобильной рессоры, кусочка арматуры и умелых рук рождается настоящий большой походный нож по классической технологии «многослойного» клинка.

Материалы: не в экзотике, а в правильном подходе
Никаких дорогих марок стали. В роли главного компонента — старая рессора от автомобиля. Это, как правило, сталь 60С2А или аналогичная пружинная сталь, закаливающаяся до 58–61 HRC, обладающая отличной износостойкостью, пружинящей упругостью и стабильной термообработкой. Вторая часть будущего клинка — строительная арматура, то есть низкоуглеродистая или малоуглеродистая сталь (например, Ст3), которая легко деформируется, но зато не хрупка, а значит, хорошо работает как внутренний амортизирующий слой.
Комбинация этих двух материалов — твёрдая сталь снаружи, вязкое железо внутри — позволяет добиться отличного баланса между прочностью и ударной вязкостью.
Технология: японская идея, русская адаптация
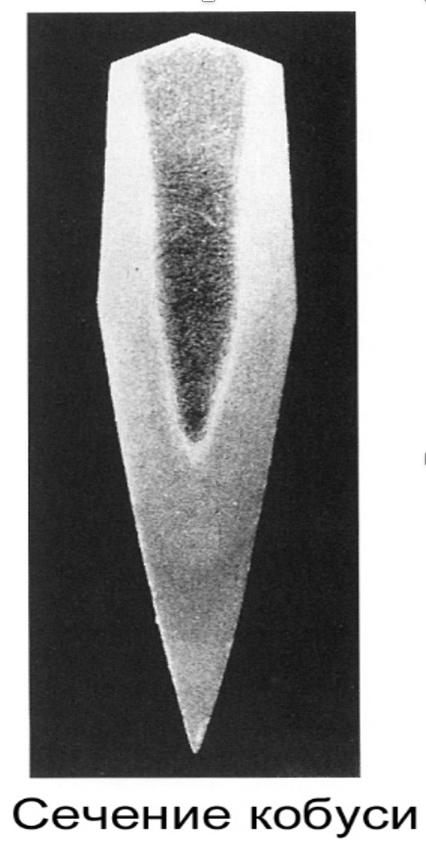
В основе метода лежит технология "кобусэ" (kobuse) — традиционная японская техника изготовления клинков, при которой твёрдая обкладка охватывает более мягкую сердцевину.
Впрочем, европейцы освоили эту технологию примерно на тысячу лет раньше японцев…но не так широко рекламировали .
Строение клинков саксов.
У Архангельского — это своеобразная импровизация на тему. Из рессоры ковка делается в виде "подковы" — U-образной заготовки. Внутрь вставляется проставка из железа, предварительно откованная в пластину клиновидной формы: толще к обуху, тоньше к лезвию. Это важно — жёсткость при ударе зависят от геометрии сердцевины.
Все части соединяются сначала электросваркой (только прихватить, для фиксации), а затем — кузнечной сваркой в горне. Температура сварки — примерно 1250–1300 °C, в работу обязательно идёт флюс — бура (тетроборат натрия)она предотвращает окисление в процессе сваривания и способствует лучшему сцеплению металлов.
Промежуточный контроль — травление
После сварки и первичной обработки клинка идёт контрольное кислотное травление. Клинок погружается в раствор азотной кислоты, где разные структуры металла реагируют по-разному: сталь темнеет, железо остаётся светлым. Это позволяет визуально убедиться в корректности сборки, сварки и размещении сердцевины.
Такой способ также даёт понимание глубины закалки, если травление проводится повторно после термической обработки. Таким образом проявляется своего рода аналог знаменитой линии хамон, линии закалки, японских клинков.
Формирование и термообработка
Далее клинок куется в окончательной форме. Геометрия создаётся с расчётом на выпуклую линзу (convex grind) — универсальную форму, обеспечивающую как хорошую режущую способность, так и стойкость к выкрашиванию. Сначала идёт грубая протяжка обуха, затем — формирование лезвийной части. Самое тонкое место лезвия куётся почти "вхолодную", то есть при температуре около 400–500 °C, чтобы не только не перегреть и не пережечь металл, но и упрочнить его.
Затем — закалка: нагрев до 850–880 °C, выдержка и охлаждение в масле. После чего — отпуск при 180–200 °C для снятия внутренних напряжений. Цель — добиться твёрдости в пределах 58–60 HRC, с сохранением минимальной упругости.
Проверка в поле
Что делает этот нож настоящим? Проверка — не в теории, а на практике:
- Режет стекло — подтверждает, что термообработка удалась.
- Выдерживает удары кувалды — значит, сварка прочная, структура сбалансирована.
- Рубит дерево, не теряя формы — у ножа хорошая геометрия и упругость.
- Гнётся, но не ломается — работает внутренняя вязкая вставка.
Как говорят американские кузнецы (и Архангельский им верит), рессора, тщательно прокованная и закалённая правильно, по режущей способности превосходит саму себя в «обычном» виде в 2–3 раза.
Вывод
Такой нож — это не просто инструмент, это кузнечный ответ одноразовому производству. Он сделан из подручных материалов, но по классическим принципам. Здесь и функциональность, и знание термических процессов, и уважение к ремеслу. И главное — в каждую деталь вложена мысль: как сделать, чтобы работало, и не сломалось, когда вокруг тайга и два дня до ближайшего поселения.
Старую рессору, арматуру и немного угля можно найти где угодно. А вот понимание того, как из них сделать вещь, которой можно доверить жизнь в походе — это уже уровень. По словам Платона, отличие мастера от ремесленника в том, что ремесленник знает КАК, а мастер -ЗАЧЕМ.
Все с деталями смотрите на канале Кузница с Марией и Леонидом Архангельскими