Конструкция обеспечивает надежную транспортировку сыпучих и штучных грузов по наклонным участкам конвейеров без проскальзывания материала. Шевронная конвейерная лента представляет собой резинотканевую конструкцию с поперечными ребрами (шевронами) на рабочей поверхности, формирующими карманы для удержания груза при углах наклона до 45 градусов.
Маркировка указывает конструктивные параметры каркаса, прочностные характеристики, геометрию профиля и класс резиновых смесей. Выбор определяется углом транспортировки, физико-механическими свойствами материала, требуемой производительностью и техническими ограничениями конвейерной установки.
Конструктивные особенности шевронного профиля
Геометрические параметры профиля:
- Высота стандартная: 15, 25, 32 мм (по ГОСТ 20-85)
- Форма ребер: V-образная (открытая), П-образная (закрытая), комбинированная
- Угол профиля к оси ленты: 30-45 градусов
- Шаг между ребрами: 125, 200, 300 мм в зависимости от размера частиц материала
- Угол раскрытия V-профиля: 40-60 градусов для оптимального самоочищения
Конструкция каркаса:
- Текстильный: EP (полиэстер/полиамид), NN (полиамид/полиамид)
- Стальной корд: ST для тяжелых условий эксплуатации
- Резиновые покровы: верхний повышенной толщины (4-8 мм), нижний опорный (2-4 мм)
Технические преимущества по сравнению с гладкими лентами:
- Возможность транспортировки под углом 22-45° без дополнительных бортов
- Снижение обратного скатывания материала на 85-95%
- Удержание мелкодисперсных и влажных фракций
- Повышение производительности на 15-25% при сохранении угла наклона
Техническое требование: минимальные диаметры приводных барабанов определяются по ISO 14890 с учетом высоты профиля и числа прокладок каркаса.
Система маркировки и техническая документация
Маркировка содержит информацию о конструктивных и эксплуатационных характеристиках согласно ГОСТ 20-85 и международным стандартам ISO 14890.
Структура обозначения:
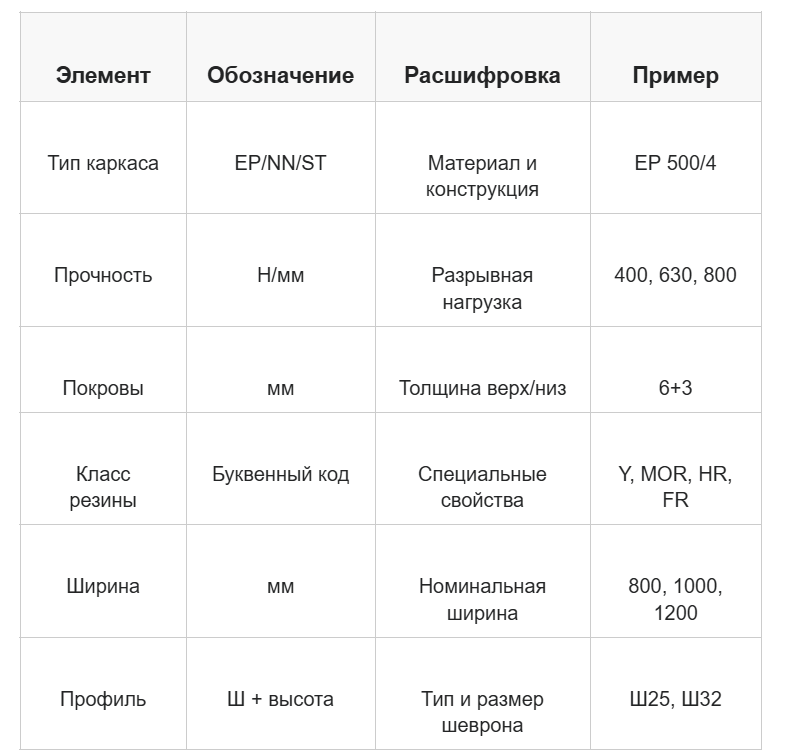
Примеры маркировки:
- EP 500/4 6+3 Y 1000 Ш25 — лента общего назначения с шевроном 25 мм
- ST 800 8+4 FR 1200 Ш32 — огнестойкая лента со стальным кордом
- EP 400/3 4+2 MOR 800 Ш15 — маслостойкая лента с минимальным профилем
Нормативная база: маркировка наносится через каждые 3 метра методом вулканизации или тиснения согласно требованиям ГОСТ 20-85.
Методы определения требуемых параметров
Алгоритм выбора высоты профиля:
- Определение угла естественного откоса материала φₑ
- Метод насыпного конуса: φₑ = arctan(H/R)
- Контрольные измерения не менее 5 раз
- Расчет минимальной высоты шеврона
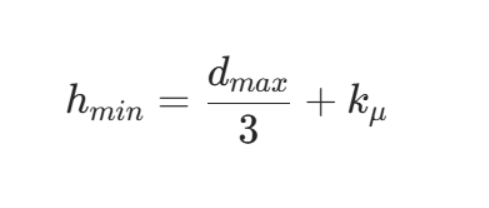
где dₘₐₓ — максимальный размер частиц, kμ — коэффициент сцепления (0.1-0.25)
- Выбор стандартной высоты:
- При hₘᵢₙ ≤ 12 мм → Ш15
- При 12 < hₘᵢₙ ≤ 20 мм → Ш25
- При hₘᵢₙ > 20 мм → Ш32
Расчет производительности:
где:
- Q — производительность, т/ч
- ρ — насыпная плотность материала, т/м³
- v — скорость ленты, м/с
- A — эффективная площадь сечения, м²
- kf — коэффициент заполнения (0.6-0.85 для шевронов)
Критерии выбора по условиям эксплуатации
Зависимость параметров от типа материала и угла наклона:
Ограничения по диаметру приводных барабанов:
Выбор класса резиновых смесей:
- Y — общего назначения для стандартных условий
- MOR — маслостойкие для пищевой и химической промышленности
- HR — теплостойкие для температур до 120-200°C
- FR — огнестойкие для подземных выработок и угольной промышленности
- E — электропроводные для взрывоопасных производств
Особенности монтажа и стыковки
Методы соединения шевронных лент:
- Горячая вулканизация (рекомендуемый метод)
- Применяется для всех типов профилей
- Ступенчатый или зубчатый скарф для прочности соединения
- Профили в зоне стыка срезаются на длину 200-400 мм
- Холодная стыковка
- Допускается для профилей до Ш15 при малых нагрузках
- Использование специальных клеевых составов
- Механические соединители
- Только для временного монтажа
- Увеличивают износ и шум при работе
Технические требования к монтажу:
- Совпадение рисунка профилей с точностью ±5 мм
- Толщина восстановленного участка не более +1.5 мм от номинала
- Первичное натяжение 0.3-0.5% удлинения для текстильного каркаса
- Биение на барабане не более 1 мм на метр ширины
Контроль качества: проверка стыка термокрейоном, отсутствие расслоений и смещений более 2 мм по ширине ленты.
Контроль технического состояния при эксплуатации
Периодичность контроля:
- Ежесменный визуальный осмотр
- Ежемесячные измерения параметров
- Ежеквартальный технический аудит
Методы контроля и измерений:
- Контроль износа профиля
- Измерение высоты шевронов штангенциркулем в трех сечениях на каждые 10 м
- Критическое значение: снижение высоты более чем на 30% от номинала
- Контроль покровов
- Толщиномером в характерных точках
- Предельный износ: остаток верхнего покрова ≤ 1.5-2.0 мм
- Контроль каркаса
- Визуальный осмотр на предмет расслоений
- Допустимые порезы глубиной не более 25% толщины ленты
Критерии замены или ремонта:
- Износ высоты шеврона более 50% на участке свыше 10% длины ленты
- Сквозные повреждения покрова или каркаса
- Отслоение профилей от основы более чем на 10% на погонном метре
- Повторяющееся проскальзывание материала при расчетном угле наклона
Техническое обслуживание:
- Очистка межреберного пространства от налипшего материала
- Регулировка натяжения для предотвращения проскальзывания на барабанах
- Контроль центровки ленты (отклонение кромки ≤ 2% ширины)
- Проверка работы очистных устройств
Нормативные требования: контроль огнестойкости и электросопротивления по ISO 340 и ISO 284 не реже одного раза в год для специальных условий эксплуатации.
Правильный выбор шевронной ленты по техническим параметрам и соблюдение методики эксплуатационного контроля обеспечивает достижение расчетного срока службы оборудования и оптимизацию производственных затрат. Все параметры должны фиксироваться в паспорте конвейера с указанием методов контроля согласно действующим стандартам.
Все необходимые материалы и соединительные системы для монтажа шевронных лент доступны в интернет-магазине Rusbelt.