Введение
Индукционный нагрев - это бесконтактный метод термической обработки электропроводящих материалов, основанный на явлении электромагнитной индукции. Этот способ широко используется в промышленности, быту и научных исследованиях благодаря своей эффективности, точности и экологической безопасности. В данной статье мы подробно рассмотрим физические основы индукционного нагрева, его историю, применение и преимущества.
1. Историческая справка
Открытие электромагнитной индукции Майклом Фарадеем в 1831 году заложило основу для развития технологий индукционного нагрева. В 1841 году Джеймс Джоуль и Эмиль Ленц независимо друг от друга сформулировали закон, описывающий тепловое действие электрического тока, что стало ключевым моментом для понимания процесса нагрева.
Первые практические применения индукционного нагрева появились в начале XX века. В 1900 году в Швеции была запущена первая канальная индукционная печь для плавки стали, разработанная инженером Фредериком Челлином. Несмотря на первоначальные проблемы с экономичностью и износом футеровки, эта технология быстро развивалась и к 1940-м годам стала доминировать в металлургии.
2. Физические основы индукционного нагрева
2.1. Явление электромагнитной индукции
Индукционный нагрев основан на законе электромагнитной индукции Фарадея: изменяющееся во времени магнитное поле индуцирует в проводнике электродвижущую силу (ЭДС). Если проводник замкнут, под действием этой ЭДС в нём возникают вихревые токи (токи Фуко).
Согласно закону Джоуля-Ленца, при протекании тока в проводнике выделяется тепло, мощность которого пропорциональна квадрату силы тока и сопротивлению проводника. Таким образом, вихревые токи разогревают материал без непосредственного контакта с источником тепла.
2.2. Скин-эффект
На высоких частотах проявляется скин-эффект, заключающийся в том, что переменный ток вытесняется на поверхность проводника. Глубина скин-слоя зависит от частоты электромагнитного поля и свойств материала:
Δ=103ρμπfΔ=103μπfρ
где:
- Δ - глубина скин-слоя (мм),
- ρ - удельное электрическое сопротивление материала (Ом·м),
- μ - относительная магнитная проницаемость,
- f - частота поля (Гц).
Например, для меди на частоте 2 МГц глубина скин-слоя составляет около 0.047 мм, а для железа - всего 0.0001 мм. Это позволяет концентрировать тепло в поверхностных слоях материала, что особенно полезно для поверхностной закалки.
2.3. Система «индуктор-заготовка»
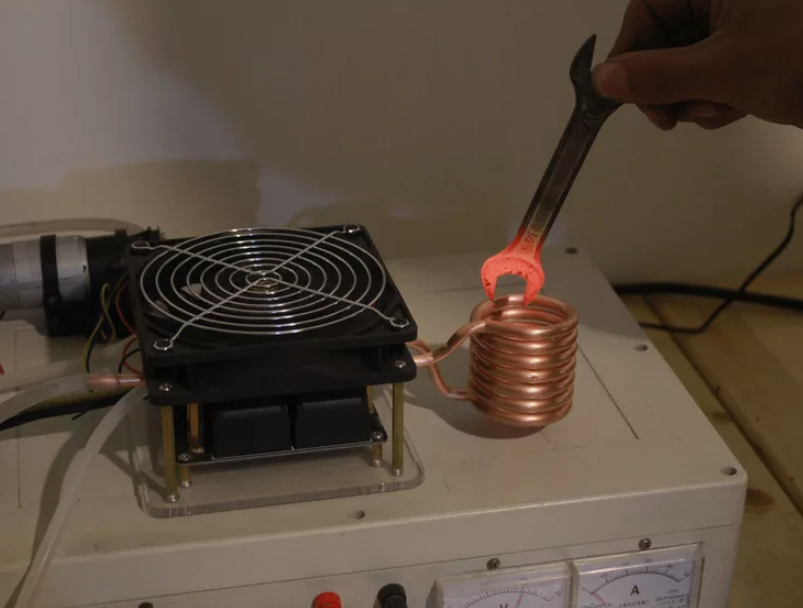
Система индукционного нагрева представляет собой бессердечниковый трансформатор:
- Индуктор выполняет роль первичной обмотки. Он изготавливается из медной трубки, охлаждаемой водой, и подключается к генератору переменного тока.
- Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между ними замыкается через воздух.
3. Компоненты установки индукционного нагрева
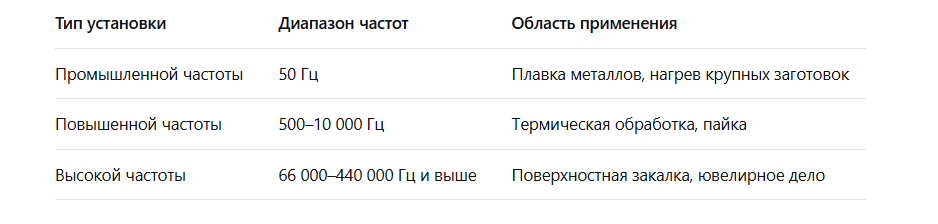
- Генератор переменного тока: создает ток высокой частоты (от 50 Гц до нескольких МГц). Для частот до 300 кГц используются инверторы на IGBT или MOSFET транзисторах, а для более высоких частот - ламповые генераторы.
- Индуктор: катушка, формирующая переменное магнитное поле. Конфигурация индуктора зависит от формы и размера заготовки.
- Система охлаждения: необходима для отвода тепла от индуктора, который нагревается как за счёт собственного сопротивления, так и от заготовки. Обычно используется водяное охлаждение.
- Конденсаторная батарея: компенсирует реактивную мощность и повышает коэффициент мощности (cos φ) установки.
Таблица: Классификация установок индукционного нагрева по частоте
4. Применение индукционного нагрева
Индукционный нагрев используется в различных отраслях промышленности:
- Металлургия: плавка, литьё и рафинирование металлов.
- Термообработка: закалка, отпуск, отжиг, нормализация.
- Пайка и сварка: соединение деталей без нарушения их структуры.
- Бытовые приборы: индукционные плиты для приготовления пищи.
- Медицина: обеззараживание инструментов.
- Химическая промышленность: нагрев реакторов и поддержание температур в процессах.
5. Преимущества и недостатки
5.1. Преимущества
- Высокая скорость нагрева: благодаря прямому преобразованию энергии.
- Точность контроля: возможность локального и избирательного нагрева.
- Энергоэффективность: КПД достигает 98%.
- Безопасность: отсутствие открытого пламени и контакта с источником тепла.
- Экологичность: нет вредных выбросов.
- Автоматизация: легко интегрируется в автоматизированные линии.
5.2. Недостатки
- Высокая стоимость оборудования: особенно для высокочастотных установок.
- Ограничение по материалам: применим только для электропроводящих материалов.
- Сложность расчета и настройки: требует точного согласования индуктора и заготовки.
6. Перспективы развития
Современные тенденции включают:
- Разработка полупроводниковых генераторов с высокой частотой и надёжностью.
- Использование ферромагнитных вставок для повышения добротности контура.
- Миниатюризация установок для применения в микроэлектронике и медицине.
- Интеграция с IoT для удалённого контроля и управления.
Заключение
Индукционный нагрев - это высокотехнологичный метод термической обработки, который сочетает в себе высокую эффективность, точность и экологичность. Благодаря своим преимуществам он продолжает находить новые применения в различных отраслях промышленности и бытовой сфере. Понимание принципов его работы позволяет оптимизировать существующие процессы и разрабатывать новые технологии.