Несмотря на статус золотого стандарта в дефектоскопии, УЗ-контроль имеет немало ограничений. Его эффективность зависит от множества переменных — от типа дефектов и геометрии изделия до квалификации оператора.
Разберем особенности разных видов УЗК, которые важно учитывать на практике.
Ручной контроль
Классический метод, при котором оператор вручную перемещает датчик по поверхности объекта и анализирует сигналы на экране дефектоскопа в реальном времени.

Преимущества
✔ Доступность. Оборудование для ручного контроля имеет наиболее демократичную стоимость на рынке.
✔ Гибкость. У этого метода нет ограничений по геометрии объектов. Он позволяет контролировать сварные швы металлоконструкций, труднодоступных участков трубопроводов и изделий сложной формы, куда не добраться другими методами.
Недостатки
❌ Зависимость от человеческого фактора. Качество проверки напрямую зависит от квалификации и опыта дефектоскописта. Поэтому всегда есть риск пропуска несплошностей и других ошибок.
❌ Относительно низкая скорость контроля. Техника сканирования требует постоянной концентрации и медленного перемещения датчика по шву. Это делает ручной контроль менее производительным по сравнению с механизированным и автоматизированным методами.
❌ Нет записи данных. В большинстве случаев результаты контроля не сохраняются. Это усложняет повторный анализ и отчетность.
Ручной контроль — это выбор в пользу мобильности и доступности оборудования. Он эффективен для локальных проверок и работы с объектами сложной геометрии, но требует вложений в обучение операторов. Для задач, где важны скорость сканирования и документирование результатов, рекомендуем рассмотреть другие решения.
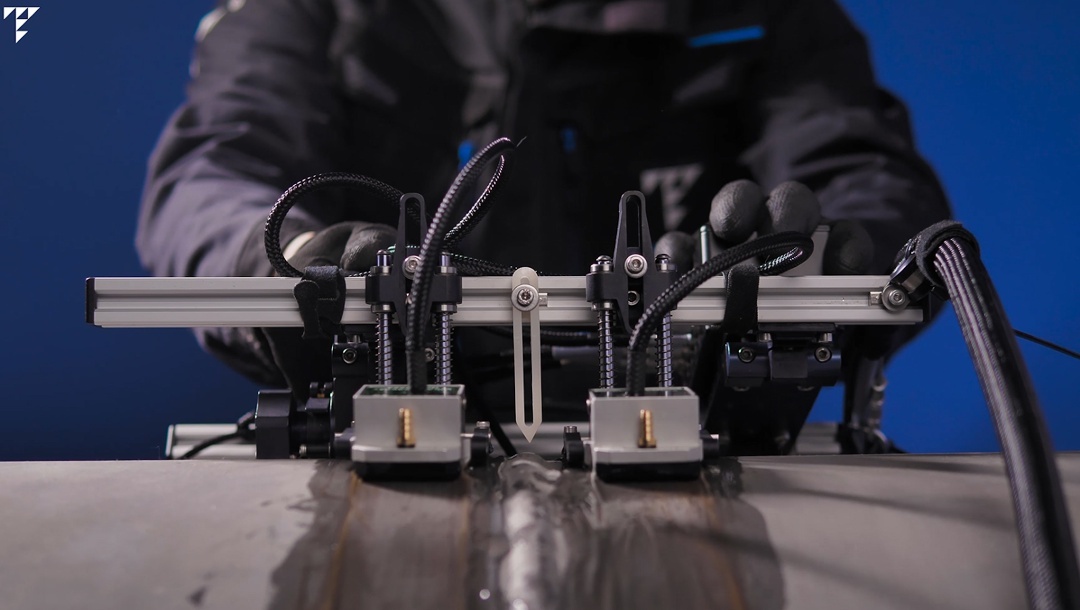
Механизированный контроль
Метод, дополненный множеством решений для повышения скорости, точности и объективности измерений.
Преимущества
✔ Высокая скорость сканирования. Этот метод в разы сокращает время проверки. По опыту наших клиентов, он незаменим в работе с большим объемом однотипных объектов и протяженными сварными швами.
✔ Стабильное качество результатов. Магнитные колеса и пружинная подвеска надежно фиксируют сканер на поверхности трубопровода без дополнительной поддержки. По всей зоне контроля сохраняется стабильный акустический контакт.
✔ Меньше нагрузки на оператора. Не нужно тратить силы на перемещение сканера, а модели с автоматической подачей контактной жидкости и интеллектуальным ПО делают работу еще комфортнее.
✔ Документирование и анализ данных. Датчик пути — энкодер, — позволяет не только находить дефекты, но и точно определять их расположение и размер.
Недостатки
❌ Высокая стоимость. Цены на механизированные комплексы, как правило, выше, чем стоимость ручного дефектоскопа.
❌ Ограничения по применению. Крупногабаритные сканеры не подходят для работы в ограниченном пространстве.
❌ Сложная настройка. Чтобы подготовить оборудование к работе, нужны специальные знания и навыки.
❌ Дополнительные затраты. Оборудование может потребовать дополнительного обслуживания и особых условий хранения.
Механизированный контроль — лучший выбор для задач, где важны высокая производительность и объективность результатов рутинных проверок. Подробнее о том, как эта технология решает конкретные производственные задачи, мы рассказывали в обзоре УСД-60-8К WELDSPECTOR.
Автоматизированный контроль
Метод, при котором ключевые этапы проверки — от сканирования до обработки и интерпретации данных — выполняется без вмешательства оператора. Роль специалиста сводится к контролю процесса.
Преимущество
✔ Беспрецедентная скорость сканирования. Оборудование работает гораздо быстрее человека и выдает стабильно качественные результаты, контролируя партию за партией.
Недостатки
❌ Наиболее высокая стоимость. Этот метод требует самых больших вложений в покупку оборудования.
❌ Жесткие ограничения по применению. Автоматизированные решения эффективны для типовых задач, но не подходят для контроля нестандартных изделий.
❌ Сложность перенастройки. Адаптация оборудования под новые производственные задачи потребует времени и участия квалифицированных специалистов.
Автоматизированные решения лучше всего подойдут для интеграции в поточные линии крупносерийного производства. Мы помогаем нашим клиентам оценить целесообразность таких инвестиций и поддерживаем на пути обновления.
🔗 Оставить заявку на бесплатную консультацию
Какой метод выбрать?
Как и в любом направлении НК, точка отсчета — ваши задачи.
Ручной контроль
Локальные проверки труднодоступных участков конструкций и объектов сложной геометрии
Механизированный контроль
Большинство промышленных задач. Особенно эффективен при больших объемах работ.
Автоматизированный контроль
Серийный контроль на крупных предприятиях
Оптимальным вариантом для многих промышленных предприятий становится комбинированный подход. Основной объём работ выполняется механизированными системами, а критичные и сложные участки проверяются опытными специалистами вручную.
Наконец, автоматизированные системы — мощный инструмент для поточных линий, где их преимущества многократно перекрывают недостатки.
Как избежать проблем?
① Комбинируйте методы
Используйте сильные стороны каждого подхода.
② Инвестируйте в обучение
Особое внимание стоит уделить обучению персонала. Даже самое совершенное оборудование требует грамотной эксплуатации. Регулярные тренинги на реальных дефектных образцах помогeт поддерживать квалификацию операторов на должном уровне.
③ Внедряйте современные решения
Новые дефектоскопы с возможностью записи данных помогают:
- Вести архив проверок
- Анализировать статистику дефектов
- Упрощать аудит и отчетность
④ Тестируйте
Перед внедрением метода проверьте его в реальных условиях работы — на типовых объектах и при участии вашего специалиста.
Компания Техспектр предлагает комплексные решения в области дефектоскопии. Мы учитываем все аспекты внедрения ультразвукового контроля — от выбора оборудования до обучения специалиста и пусконаладки, — и поддерживаем на пути обновления.