Всем привет.
Сегодня хочу рассказать про шпильку. На вид элементарная деталь, планировали в первом шпинделе протачивать, делать канавку, резать резьбу резцом, делать выборку под резьбу со второй стороны, канавку и отрезать. Во втором шпинделе чистовой проход под резьбу и нарезка резьбы плашкой.
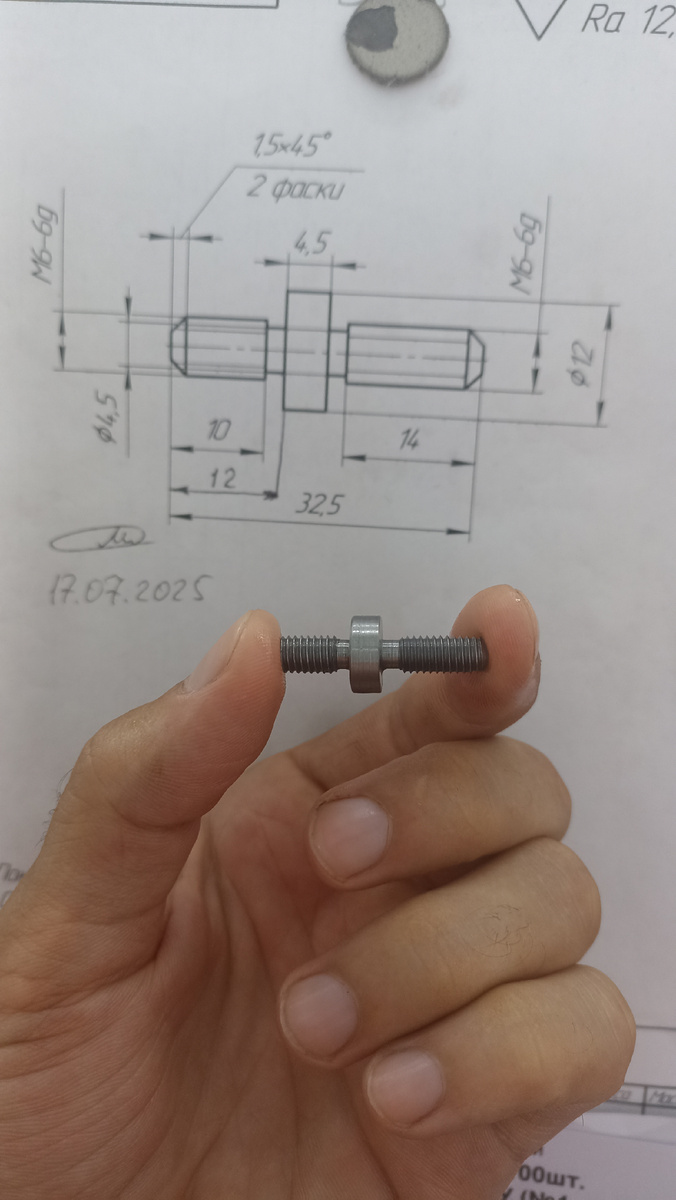
Все наладили, все поставили, но при нарезании резьбы плашкой деталь поворачивает и утаскивает в цангу. Хоть по паспорту станок может резать резьбу, по факту не получилось. Возможно маленькая площадка зажима. Пришлось переписать программу и делать все в первом шпинделе.

Добавили обратно проходной резец для проточки под резьбу со второй стороны, сделали канавку для выхода резьбового резца в месте где будем отрезать. Перехватили деталь, нарезали резьбу резцом, базируя деталь двумя шпинделями, и затем отрезали. Со второй стороны деталь поехала сразу в лоток. Детали получились хорошие, во время изготовления партии проблем не возникло.
При течение в один проход сильно наматывается стружка на инструмент, особенно на AB. Переодически делаем проточку по G74. Параметр Р... - съем за проход на сторону, Q... - проточка по Z, R... - отход. Получается резец точет прерывисто не давая стружке наматываться. На автоматах это оказалось очень удобно.
Изготовление простых деталей на токарных автоматах часто бывает не простым занятием. Приходится проявить смекалку и выйти из затруднения нестандартными решениями. Со временем к этому привыкаешь и обработка детали в двух шпинделях или замудренная программа становится нормой.
Как вы изготавливаете подобные детали? Напишите об этом в комментариях. Лишним это точно не будет!