Каждое положение сварки требует разных техник, подготовки и параметров. Понимание положений сварки поможет вам правильно выбрать присадочный металл и метод сварки.
Положение сварки
Положение сварки — это техника соединения металлов в том положении, в котором деталь будет использоваться.
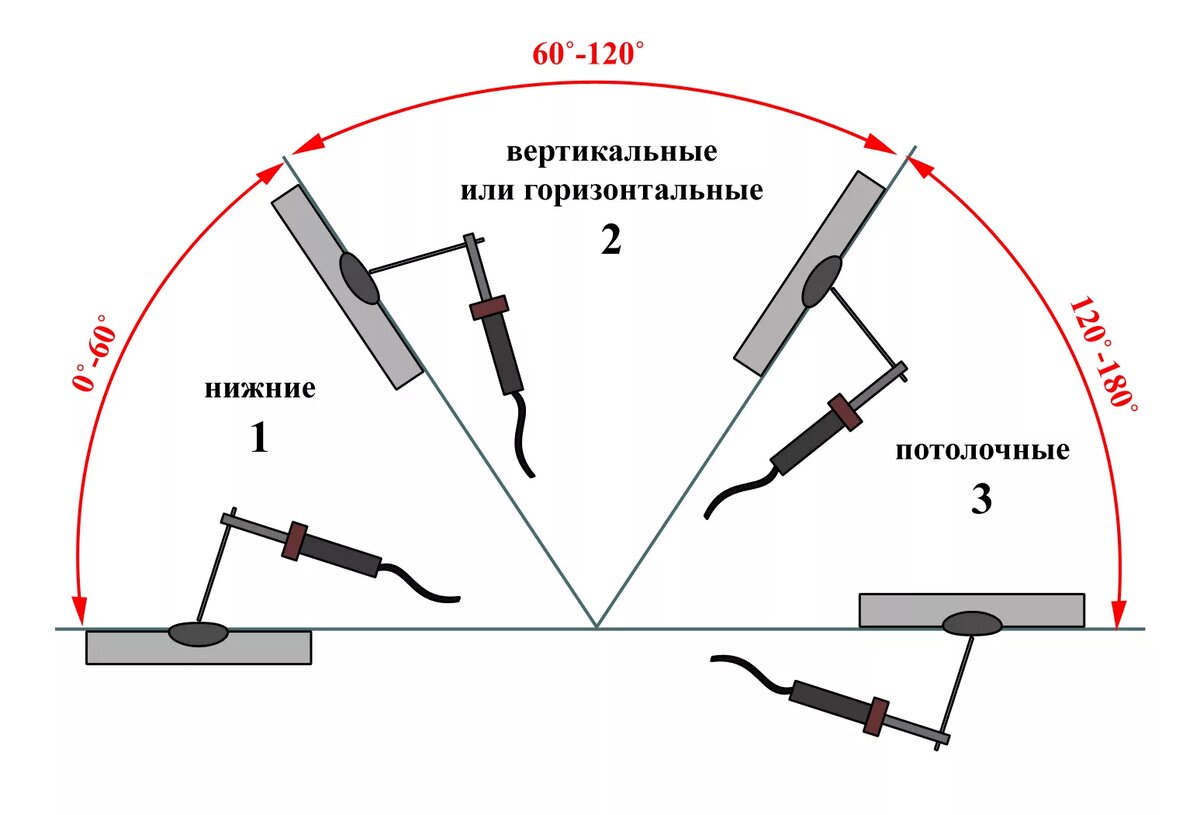
Существует 4 основных типа положений сварки:
- Нижнее положение сварки
- Горизонтальное положение сварки
- Вертикальное положение сварки
- Потолочное положение сварки

1. Нижнее положение сварки (плоский шов)
Нижнее положение сварки, также называемое плоским или нижним швом, считается наиболее удобным и простым для выполнения. Оно идеально подходит для начинающих сварщиков, так как в этом случае сила тяжести не препятствует формированию шва, а, наоборот, способствует равномерному распределению расплавленного металла.
Особенности техники:
Расположение деталей: Свариваемые заготовки размещаются горизонтально, а сварочная дуга движется параллельно поверхности.
Распределение металла: Расплавленный присадочный материал естественным образом заполняет сварочную канавку или стык благодаря гравитации, что снижает риск непроваров и образования дефектов.
Универсальность: Подходит для всех видов сварки (MMA, MIG/MAG, TIG, SAW и др.), но для каждого метода существуют свои рекомендации по силе тока, скорости ведения электрода и углу наклона.
Преимущества:
✅ Минимальный риск прожогов и подрезов
✅ Высокая скорость работы по сравнению с другими положениями
✅ Лучшее качество шва благодаря контролируемому формированию валика
✅ Подходит для сварки толстых металлов многослойными швами
Рекомендации:
· Для ручной дуговой сварки (MMA) используйте ток на 10–15% выше, чем для вертикальных швов.
· При полуавтоматической сварке (MIG/MAG) следите за вылетом проволоки и скоростью подачи.
· В аргонодуговой сварке (TIG) важно выдерживать постоянный зазор между деталями.
Это положение оптимально для ответственных конструкций, где требуется высокая прочность и эстетика шва. Однако даже при его кажущейся простоте важно строго соблюдать технологию выбранного метода сварки.
2. Горизонтальное положение сварки
Горизонтальный шов относится к категории сложных пространственных положений и требует от сварщика повышенного мастерства и точности. В отличие от нижнего положения, в данном случае сварка выполняется против действия силы тяжести, что создаёт определённые технологические сложности.
Особенности выполнения:
Пространственная ориентация:
o Ось шва располагается параллельно горизонту
o Свариваемые элементы находятся в вертикальной плоскости
o Расплавленный металл стремится стекать вниз под действием гравитации
Технологические различия по типам швов:
Для стыковых соединений:
- Вертикальное расположение свариваемых кромок
- Необходимость особого контроля за формированием корня шва
- Риск непровара на нижней кромке
Для угловых соединений:
- Сварка выполняется в вершине прямого угла между деталями
- Особое внимание уделяется равномерному проплавлению обеих поверхностей
- Высокий риск образования подрезов на вертикальной плоскости
Технические сложности:
- Требуется точный контроль угла наклона электрода (обычно 30-60°)
- Необходимость использования пониженных значений тока (на 10-15% меньше, чем для нижнего положения)
- Важность поддержания оптимальной скорости сварки для предотвращения наплывов
Рекомендации по выполнению:
- Для начинающих: использовать технику "ёлочка" или полумесяцем
- При MIG/MAG сварке - применять короткую дугу
- В TIG сварке - тщательно контролировать подачу присадочного материала
- При ручной сварке - вести электрод с небольшим углом вверх
Характерные дефекты и их профилактика:
- Наплывы на нижней кромке - регулировать скорость движения
- Непровары - увеличивать силу тока в пределах допустимого
- Подрезы - контролировать угол наклона электрода
Горизонтальные швы широко применяются при монтаже металлоконструкций, трубопроводов и резервуаров. Несмотря на сложность, овладение этой техникой существенно расширяет профессиональные возможности сварщика.
3. Вертикальное положение сварки
Вертикальная сварка относится к категории сложных пространственных положений, при котором сварной шов выполняется на вертикально расположенных деталях. В зависимости от направления движения выделяют два принципиально разных метода:
Техника снизу-вверх (подъёмом):
- Применяется для материалов толщиной более 4-5 мм
- Обеспечивает более глубокое проплавление
- Позволяет создавать качественные многослойные швы
- Требует использования меньшего тока (на 15-20% ниже, чем при нижнем положении)
- Рекомендуемый угол наклона электрода: 45-60° вверх
Техника сверху-вниз (спуском):
- Подходит для тонколистового металла (до 3 мм)
- Обеспечивает более высокую скорость работы
- Даёт более ровный и эстетичный шов
- Требует хорошего контроля сварочной ванны
- Угол наклона электрода: 45-60° вниз
Ключевые технологические сложности:
· Контроль сварочной ванны: необходимо поддерживать её в полусферическом состоянии
· Риск стекания металла: особенно при сварке снизу-вверх
· Вероятность образования подрезов по краям шва
· Сложность визуального контроля процесса
Практические рекомендации:
Для толстых металлов используйте:
- Технику "ёлочка" или "лесенка"
- Короткую дугу
- Прерывистый метод сварки
Для тонких материалов:
- Применяйте точечный прогрев
- Используйте обратнополярный ток
- Ведёте электрод без поперечных колебаний
Общие советы:
- Уменьшайте диаметр электрода на 1 мм по сравнению с нижним положением
- Подбирайте оптимальную скорость движения (0,5-1 см/сек)
- Поддерживайте короткую длину дуги (2-3 мм)
- Для обучения начинайте с электродов типа УОНИИ или аналогичных
Типичные дефекты и их предупреждение:
· Наплывы: уменьшайте силу тока, увеличивайте скорость
· Непровары: используйте технику "ёлочка", увеличивайте время прогрева
· Поры: тщательнее очищайте кромки, просушивайте электроды
Особенности для разных методов сварки:
· РДС: применяйте электроды с тугоплавким покрытием
· MIG/MAG: используйте импульсный режим
· TIG: тщательно контролируйте подачу присадки
Важно отметить, что вертикальная сварка требует особой подготовки рабочего места - необходимо обеспечить устойчивое положение сварщика и свободный доступ к зоне сварки. Для тренировки рекомендуется использовать учебные пластины толщиной 6-8 мм, отрабатывая сначала технику снизу-вверх на коротких швах (10-15 см).
4. Потолочное положение сварки
Это самое сложное положение, требующее высокого уровня мастерства. Сварка выполняется снизу соединения, при этом детали находятся над сварщиком. Часто приходится работать лёжа на полу, поэтому важно найти удобную позу для доступа к шву.
Потолочная сварка обычно применяется для металлов или закреплённого оборудования, которое нельзя переместить.
Основная проблема — провисание наплавленного металла, из-за чего шов получается выпуклым. Чтобы этого избежать, нужно поддерживать небольшую сварочную ванну. Если ванна слишком большая, следует на время убрать горелку, чтобы металл остыл.
При потолочной сварке искры летят вниз, поэтому необходима дополнительная защита: например, бандана под маской. Ручная дуговая сварка даёт больше брызг, поэтому лучше использовать кожаную куртку для защиты.
Заключение
Перед началом работы рекомендуется сделать пробные швы, чтобы убедиться, что вы сможете выполнить весь шов в удобном положении. Комфортная поза критически важна для качественного и равномерного шва.
Выбор присадочного металла и метода переноса влияет на положение сварки. Если нужно варить потолочный шов, убедитесь, что присадочный металл подходит для этого, и отрегулируйте параметры сварки для оптимального результата.